Programmera TNC med Valter på Facebook
Programmera TNC med Valter på Facebook Programmera Heidenhain TNC 5-axligt med Valter Pettersson Isander
Uppdaterad 2026-01-06 Gå till slutet på sidan
Programmera TNC med Valter på Facebook
|
|
||||
0 BEGIN PGM vriden kant Huron MM
|
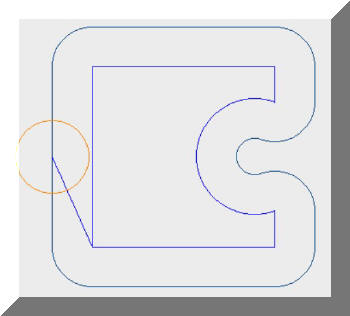
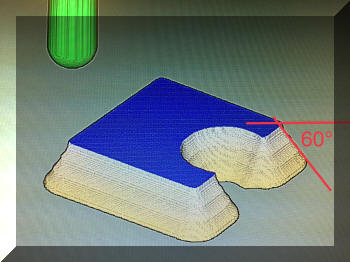
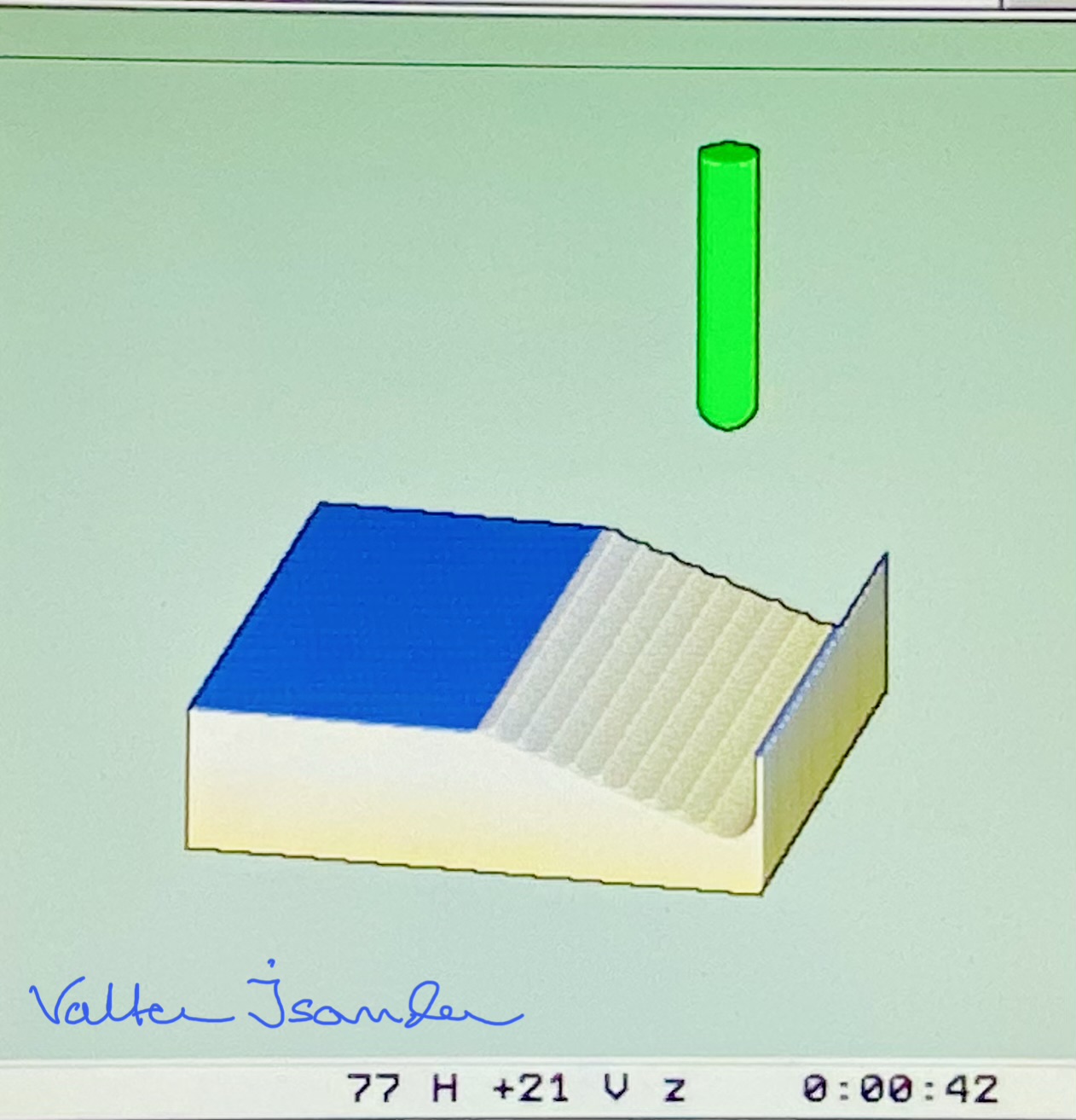
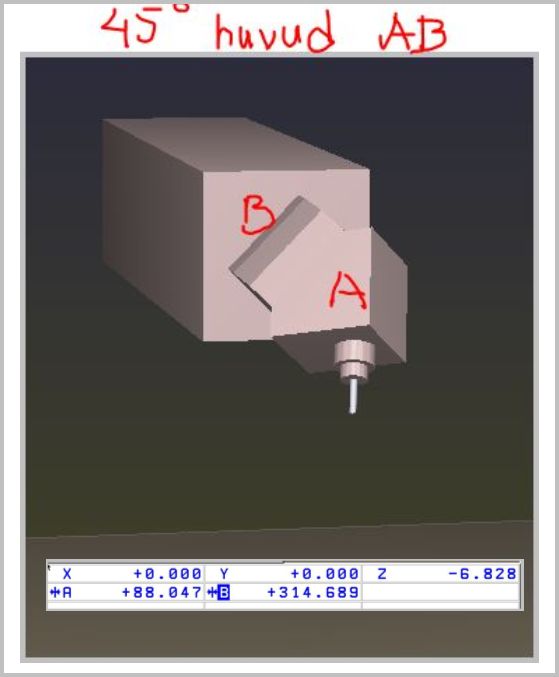
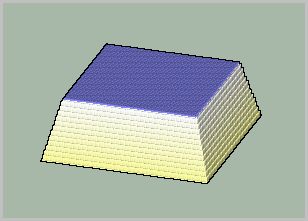
Alla 5: PGM1 Lutande kant 0-45 grader Maskinen har 45 graders Huronhuvud AC, steglöst F i AC. Med TCPM....AXIS SPAT... kan man programmera A som rymdvinkel, dvs verktyget ska luta A grader kring X-axeln (oberoende av om maskinens A finns - den kan vara en annan vinkel, t ex B). Block 14-15 gör ytan, se bilden. Valter Isander den 23 febr 2010 |
I programmet pendlar A-axeln -
+ 45°. |
||
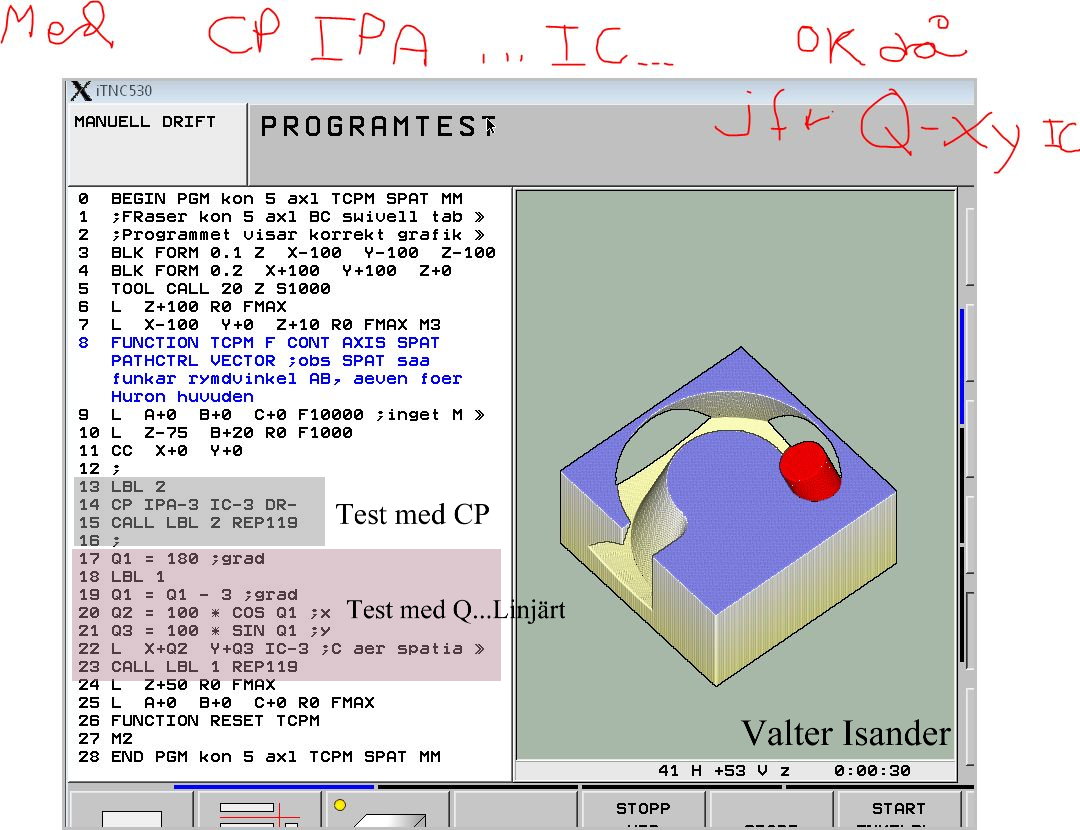
0 BEGIN PGM kon 5 axl TCPM SPAT MM
|
Alla 5:
PGM2
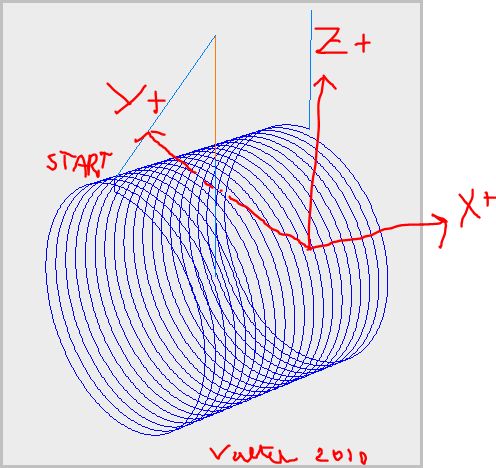
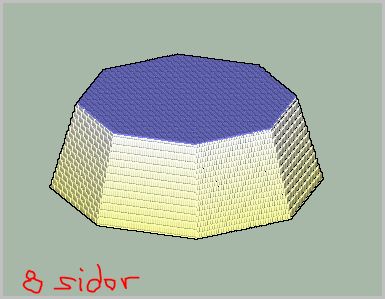
Kona 20 grader, B i block 10. TCPM AXIS SPAT... Jag kör konan helt varv med vanlig pinnfräs.
block 17-23, XY beräknas i cirkeln med Q. Se kommentar i ex 1 ovan för noggrann kona. Testat i grafik i olika maskiner: - vagga A, bord C, typ Hermle - bord BC, det ena 45 grader - Huronhuvud 45 grader. Valter Isander, Rönninge |
Axlarna i en Hermle eller motsvarande
|
||
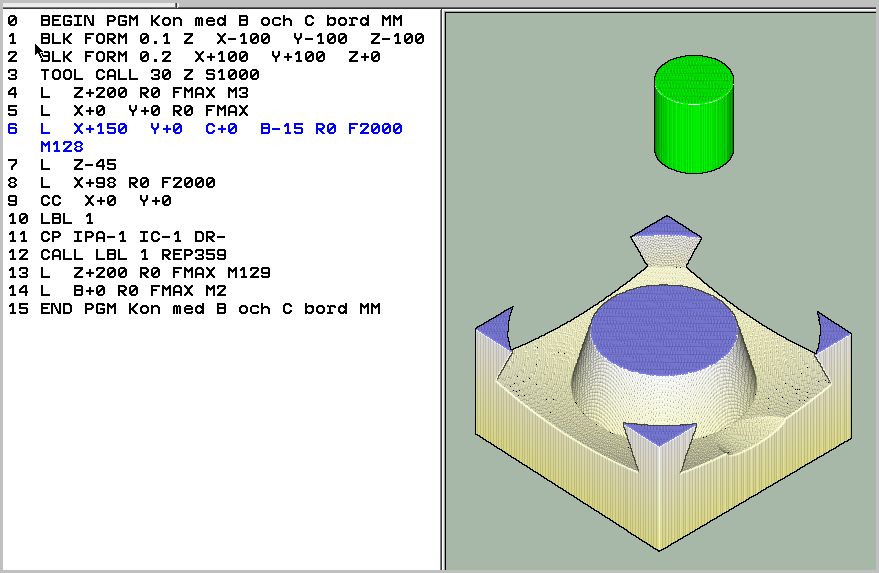 |
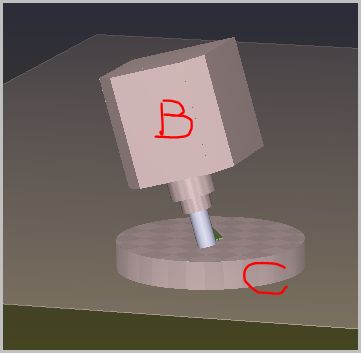
Alla 5: PGM3 Kona med B och C Maskinen har roterande bord C, alltså går det bra med den enklare M128 för att styra verktygsspetsen (jfrt med TCPM). Observera att Med M128 och "de andra" 3D-funktionerna (PLANE, TCPM, CYCL 19) måste man inte sätta konens mitt i C-bordets mitt! Jacket i bottenytan är block 8. Valter 24 febr 2010
|
3 axlar XYZ och huvud B och bord C.
|
||
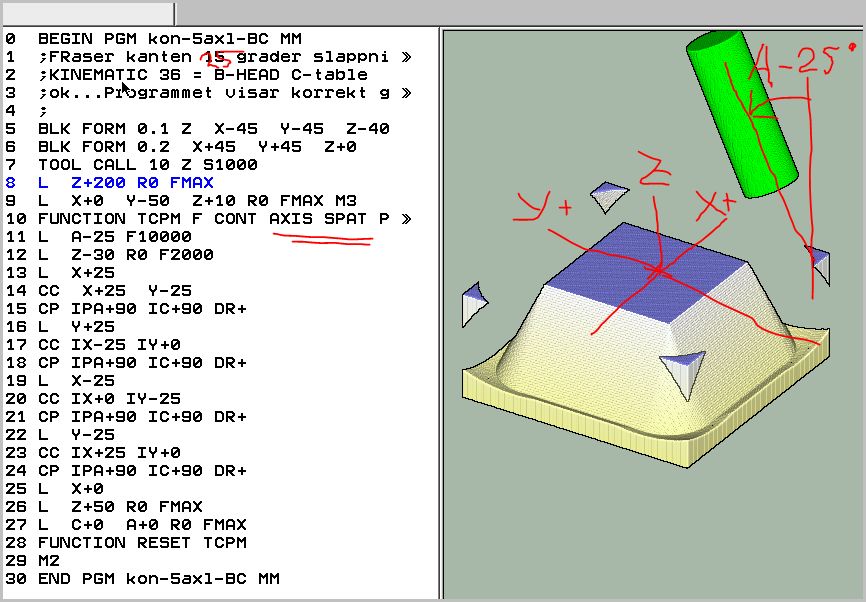 |
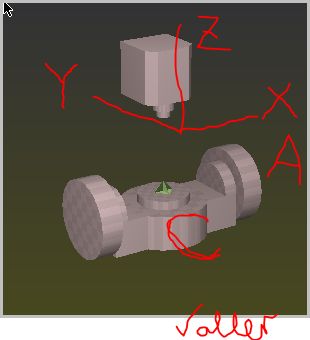
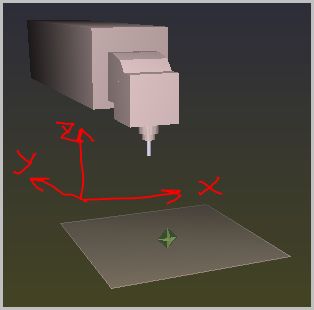
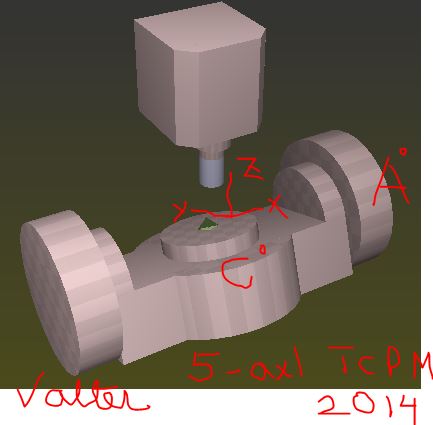
Alla 5: PGM 4 Maskin BC Programmerat AC I block 11 ställer jag in A-25 grader. Tack vare TNC:s TCPM, block 10, kan man programmera verktygets RYMDvinkel ABC i förhållande till XYZ (A,B,C resp) oavsett vad maskinens axlar heter (i detta fall AC fysiska axlar). Enkel programmering? Javisst. Men obs - använd TCPM ...AXIS SPAT(ial)...ej AXIS POS. I detta fall funkar det med CP...IC+90... men man kan vara tvungen att stycka upp CP i många L-block. Valter den 24 febr 2010
|
Maskinens axlar AC. Observera att detaljens nolla och vridnings-punkten CC i hörnen INTE behöver ligga i bordets rotationscentrum (som man måste på gamla manuella maskiner vad jag förstår). |
||
 0
BEGIN PGM Borra sneda hal med PLANE MM 0
BEGIN PGM Borra sneda hal med PLANE MM
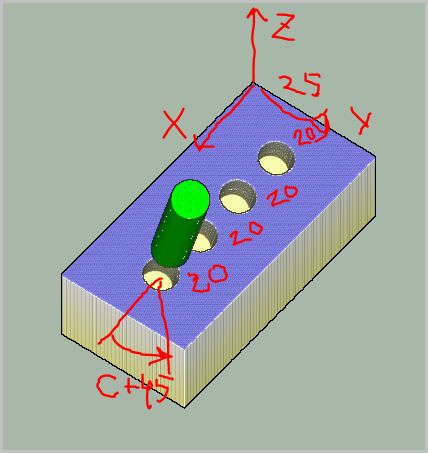
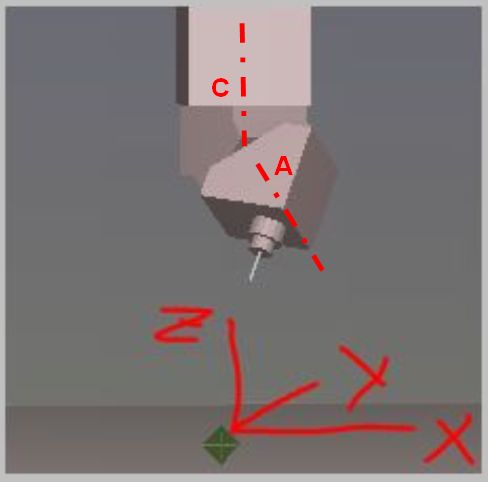
1 BLK FORM 0.1 Z X+0 Y+0 Z-50 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 ;kinemat huvud AC 45 grader 4 ;1 hal rakt uppe + 2 hal 30 grader snett, men forst planar vi 30 grader 5 ; 6 TOOL CALL 1 Z S1000 ;planar 7 L Z+50 X+100 Y+100 R0 FMAX 8 CYCL DEF 232 PLANFRAESNING ~ Q389=+2 ;STRATEGI ~ Q225=+60 ;STARTPUNKT 1. AXEL ~ Q226=+100 ;STARTPUNKT 2. AXEL ~ Q227=+20 ;STARTPUNKT 3. AXEL ~ Q386=+0 ;SLUTPUNKT 3:E AXEL ~ Q218=-70 ;1. SIDANS LAENGD ~ Q219=-100 ;2. SIDANS LAENGD ~ Q202=+20 ;MAX. SKAERDJUP ~ Q369=+0 ;TILLAEGG DJUP ~ Q370=+1.5 ;MAX. OEVERLAPPNING ~ Q207=+500 ;MATNING FRAESNING ~ Q385=+500 ;MATNING FINBEARB. ~ Q253=+750 ;NEDMATNINGSHASTIGHET ~ Q200=+20 ;SAEKERHETSAVSTAAND ~ Q357=+2 ;SAEK.AVSTAAND SIDA ~ Q204=+50 ;2. SAEKERHETSAVST. 9 CYCL DEF 7.0 NOLLPUNKT 10 CYCL DEF 7.1 X+50 11 CYCL DEF 7.2 Y+0 12 CYCL DEF 7.3 Z+0 13 PLANE SPATIAL SPA+0 SPB+30 SPC+0 MOVE DIST100 FMAX 14 CYCL CALL M3 15 PLANE RESET MOVE DIST100 FMAX 16 ; 17 TOOL CALL 2 Z S1000 ;borra 2 hal pa sneda planet 18 CYCL DEF 200 BORRNING ~ Q200=+2 ;SAEKERHETSAVSTAAND ~ Q201=-40 ;DJUP ~ Q206=+500 ;MATNING DJUP ~ Q202=+10 ;SKAERDJUP ~ Q210=+0 ;VAENTETID UPPE ~ Q203=+0 ;KOORD. OEVERYTA ~ Q204=+50 ;2. SAEKERHETSAVST. ~ Q211=+0 ;VAENTETID NERE 19 ;nollan XYZ kvar pa X50 20 PLANE SPATIAL SPA+0 SPB+30 SPC+0 MOVE DIST100 FMAX 21 L X+20 Y+50 R0 FMAX M99 M3 22 L X+40 Y+50 R0 FMAX M99 23 L Z+100 R0 FMAX M5 24 PLANE RESET MOVE FMAX 25 CYCL DEF 7.0 NOLLPUNKT 26 CYCL DEF 7.1 X+0 27 L X+0 Y+0 Z+100 R0 FMAX M2 28 END PGM Borra sneda hal med PLANE MM |
3+2-axl:
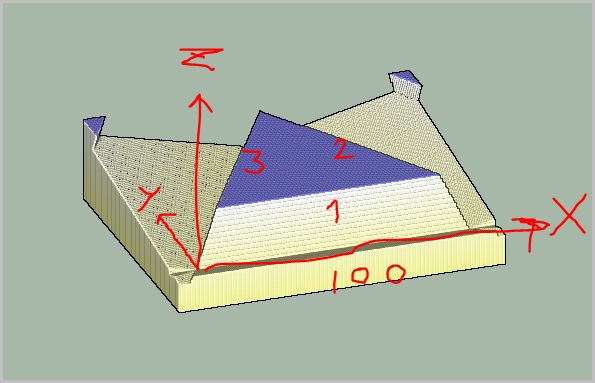
PGM5 Plana snett och borra två hål 1 Flytta nollan X50, ty där vill jag ha vridningspunkten i PLANE 2 Vrid koord.systemet kring Y dvs B+30 i PLANE SPATIAL...SPB+30... 3 Plana i XYZ som vanligt, dvs Z är den sneda verktygsaxeln) 4 Byt verktyg till borr, verktygsaxel är Z som vanligt - det är DET som är grunden i allt detta med vridningar i TNC! 5 Samma PLANE igen 6 Borra 2 hål med M99 som vanligt 7 Kör bort, reset, M2
|
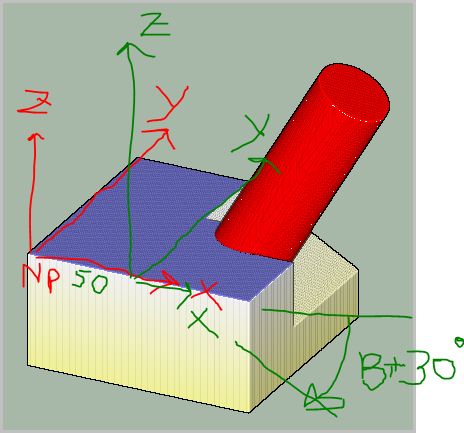
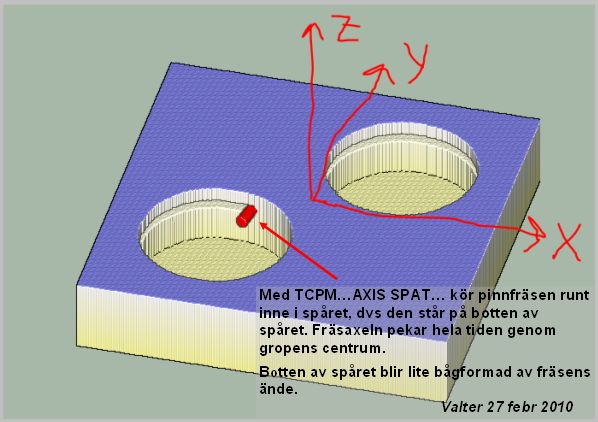
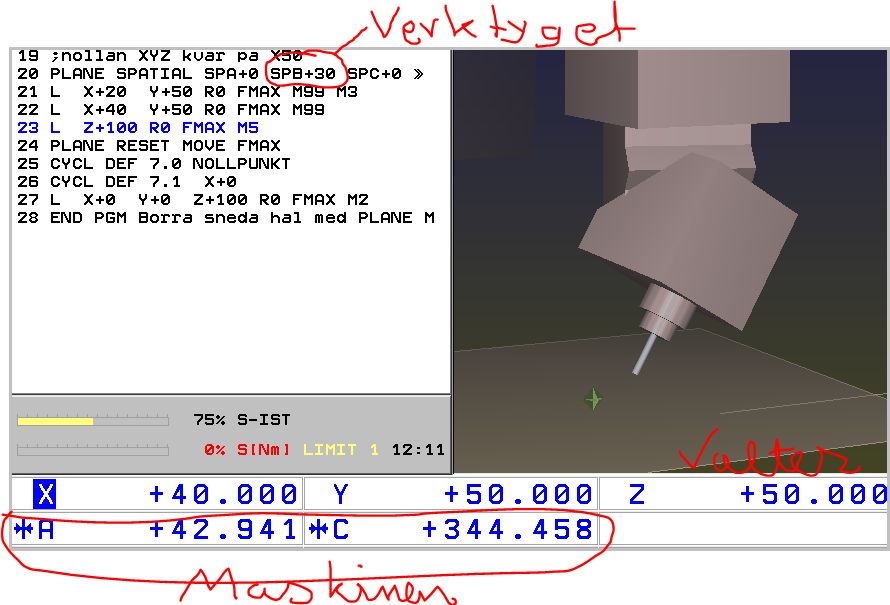 Block 20 PLANE SPATIAL...SPB+30... vrider denna maskins axlar A och C så att verktyget lutar 30 grader i förhållande till koordinat-systemet (dvs kring Y i detta fall). Den beräkning som behövs för detta ligger inne i TNC:s software för PLANE (samma som för CYCL 19, om man har ställt in systemet så att vinkeln betyder "rymdvinkel", ej fysisk maskinvinkel).
Bilden visar den inledande planfräsningen. Det gröna XYZ-systemet är vrids av PLANE i block 13, så att Z ligger längs verktygets axelriktning. /Valter Isander 25 februari 2010 |
||
0 BEGIN PGM Borra i kub 2 sidor med CYCL19 MM
|
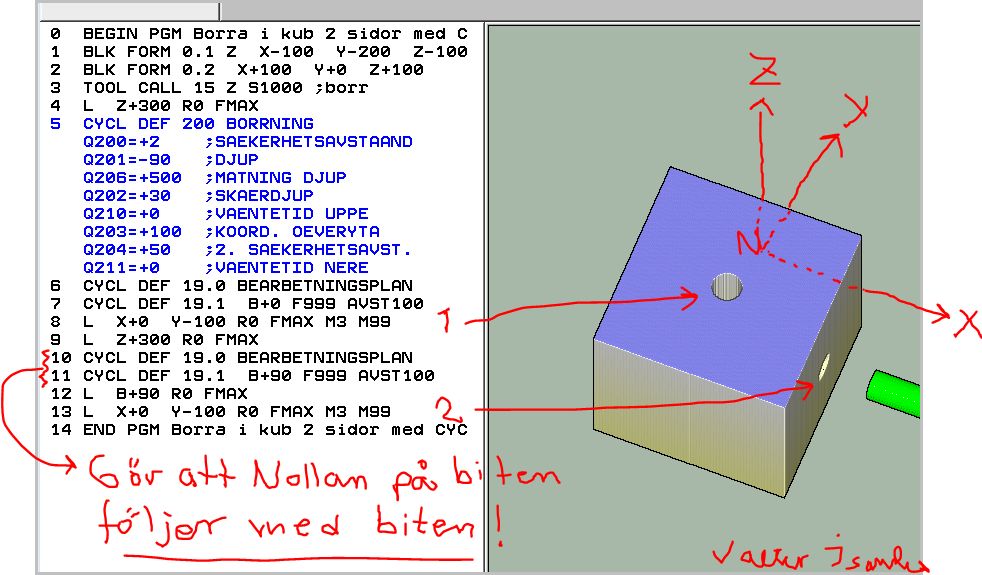
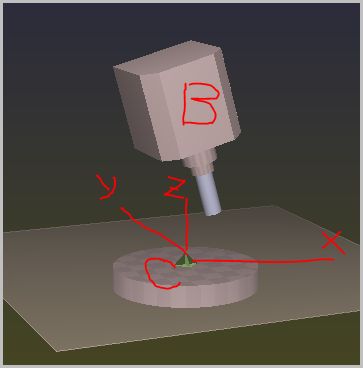
3+2-axl: Förr i tiden: När man vred på biten satt ju nollan kvar i luften i första läget, dvs man måste göra en nollpunktsförflyttning, eller mäta in nollan igen på nya ytan. Eller så satte man biten och nollan exakt i mitten av bordet jobbigt... Numera: Med TNC CYCL 19 eller PLANE så vrider man biten (B-axeln) och nollan N sitter kvar PÅ BITEN, dvs följer med biten. Man slipper alltså nolla om på biten. Prova! Men ta g det försiktigt - din maskin beter sig kanske inte som detta exempel... Valter I bilden till vänster är grafikbilden vriden uppåt. X är egentligen horisontell i denna maskin. |
En vanlig horisontell flerop med B-bord. Detaljen visas i första läget B0. I nästa läge B+90 sitter den till höger om B-centrum. XYZ-nollan följer med på biten (CYCL 19 eller PLANE).
|
||
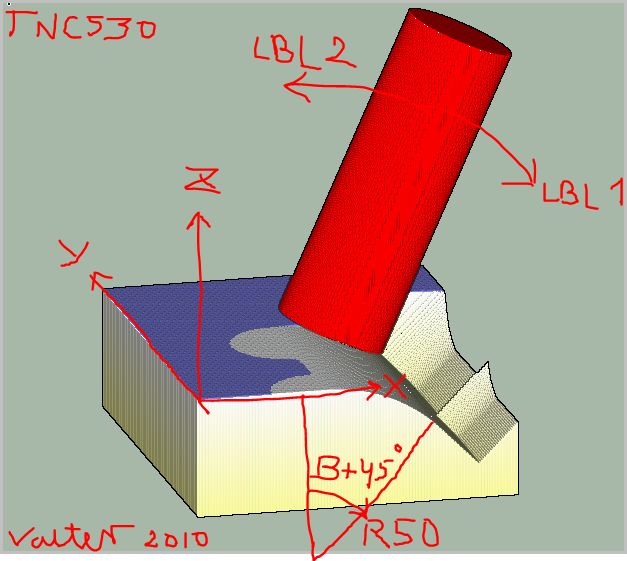
0 BEGIN PGM Backe R50 45 grd TCPM MM 3D-vy i mode PROGRAM INMATNING |
Alla 5:
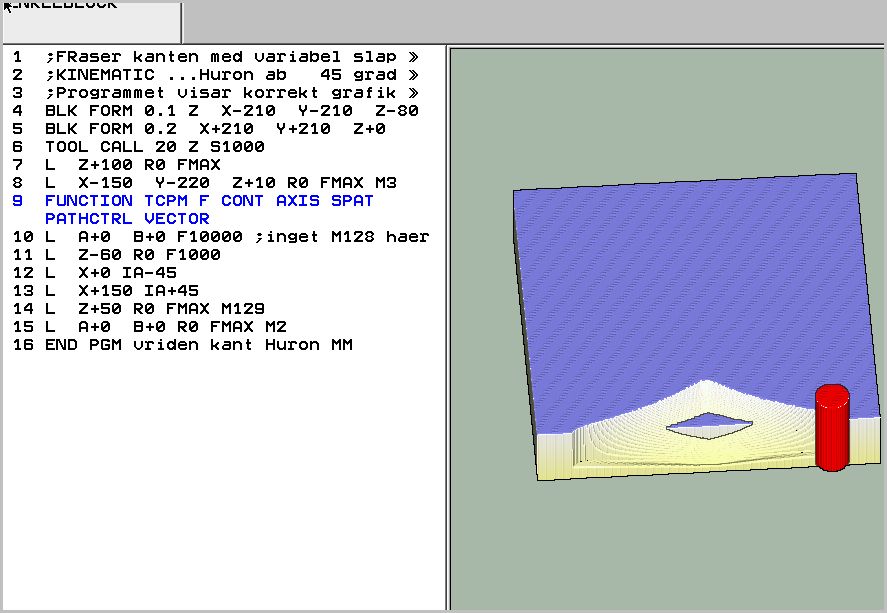
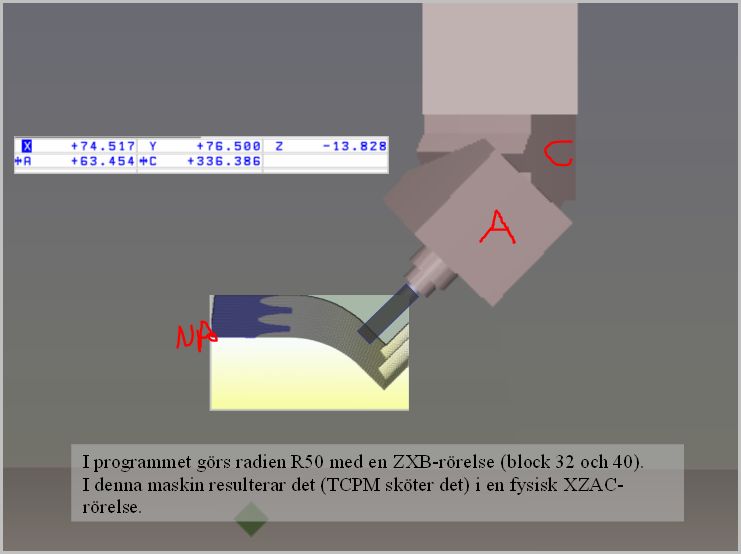
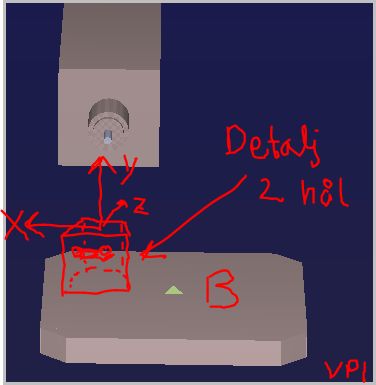
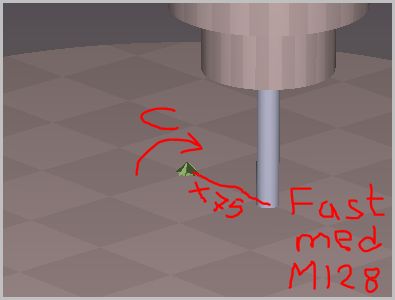
Med TCPM ...AXIS SPAT... följer pinnfräsens ände den programmerade punkten, och verktygets vinkel står hela tiden vinkelrätt mot radieytan, se bild. Kärnan i detta program är (förutom TCPM) LBL 1 (kör nedför bågen), och LBL 2 (uppför). CP i st för beräknade punkter (LBL 1+2) funkade inte för mig i denna maskin, alltså styckar jag upp bågen R50 i många korta Linjära (block 32 och 40). Man kanske bör göra stegen Q1 (block 29/37) ännu mindre, annars blir ytan facetterad. Man kan fundera på om man kan köra med "fronten" av fräsen i st f centrum - det kan ge bättre avverkning, och man måste inte ha en fräs som skär i centrum. |
 Maskinen har ett "Huronhuvud 45 graders, fullt styrt förstås. Många maskiners huvuden har dock stegvist inställbara vinklar, t ex 1° eller 2,5° steg. Då funkar naturligtvis inte detta program. Lösningen får då bli en stegning XYZ, kanske med en radiefräs. Men DET är ett annat kapitel, visas ej på denna sida.
/ Valter den 27 februari 2010.
|
||
|
|
Alla 5:
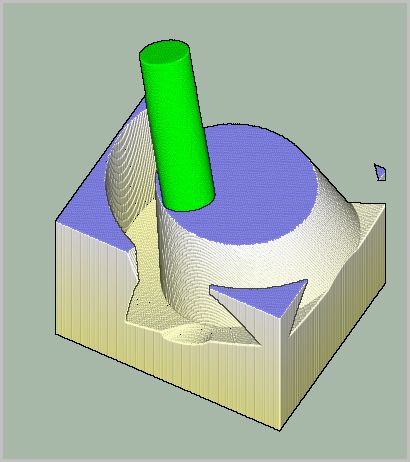
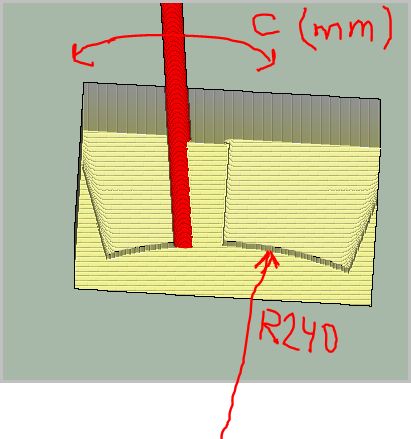
Pgm 8 Block 28 + 29 fräser ett spår. Med hjälp av TCPM...AXIS SPAT... står pinnfräsen vinkelrätt (som en cirkelradie) mot spårbotten. Man slipper alltså ta in en T-spårsfräs, i stället kör man med vanliga pinnfräsen för raka spår. Och man slipper förstås ursvarva spåret... eller ännu värre - svarva... Jag var tvungen att använda två CP-block efter varandra, jag vet ej varför det inte går med ett CP hela varvet. Om man får problem med cirkulär rörelse bör man prova att generera cirkeln med Q och L i små steg. LP funkar dåligt eftersom LP tyvärr inte kan innehålla A, B eller C-ord. Man kan förstås fräsa alla möjliga cirkulära hack i biten, prova att leka! Men jag har inte kört programmet i en maskin, bara i grafik/ maskingrafik. Valter Isander
|
Maskinen (XYZ AC) mitt i block 29 (ej 30..) CP... som fräser spåret med pinnfräsen. Spindelhuvudet måste naturligtvis få rum inne i håligheten, i detta fall D400 mm.
|
||
 0
BEGIN PGM Sneda hal PLANE-BC, Maskin-AC MM 0
BEGIN PGM Sneda hal PLANE-BC, Maskin-AC MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 2 BLK FORM 0.2 X+100 Y+50 Z+0 3 TOOL CALL 6 Z S1000 ;borr 4 PLANE RESET STAY 5 CYCL DEF 7.0 NOLLPUNKT 6 CYCL DEF 7.1 X+0 7 CYCL DEF 7.2 Y+0 8 CYCL DEF 7.3 Z+0 9 ;Borra snett 60 grader ned, vridet 45 grader, 4 st, delning i X-led 20 mm 10 CYCL DEF 200 BORRNING ~ Q200=+2 ;SAEKERHETSAVSTAAND ~ Q201=-30 ;DJUP ~ Q206=+300 ;MATNING DJUP ~ Q202=+10 ;SKAERDJUP ~ Q210=+0 ;VAENTETID UPPE ~ Q203=+0 ;KOORD. OEVERYTA ~ Q204=+50 ;2. SAEKERHETSAVST. ~ Q211=+0 ;VAENTETID NERE 11 L X+0 Y+0 Z+200 R0 FMAX 12 CALL LBL 1 13 L X+0 Y+0 Z+200 R0 FMAX 14 CALL LBL 1 15 L X+0 Y+0 Z+200 R0 FMAX 16 CALL LBL 1 17 L X+0 Y+0 Z+200 R0 FMAX 18 CALL LBL 1 19 M2 20 ; 21 LBL 1 ; Gör ETT hål! 22 ;flytta nollan till halmynningen 23 ;vrid XYZ sa att Z faller längs halets axel 24 PLANE RESET STAY 25 CYCL DEF 7.0 NOLLPUNKT 26 CYCL DEF 7.1 IX+20 27 CYCL DEF 7.2 Y+25 28 CYCL DEF 7.3 Z+0 29 PLANE SPATIAL SPA+0 SPB+30 SPC+45 MOVE DIST0 FMAX  30 ;Nu kan man kolla på Q120=A, Q121=B, Q122=C axlarnas fysiska vinklar, DVS ÄR-värden nu! 31 ;dvs man skulle kunna göra en linjär L AQ120 CQ122 så går maskinen till samma pos som PLANE...MOVE gör. 32 ;t ex om du har en maskin utan PLANE eller CYCL19, men med motsvarande huvud, så kan du avläsa Q120...Q122, eller maskinen i denna simulering på din dator... 33 L X+0 Y+0 Z+100 R0 FMAX M3 M99 34 LBL 0 35 END PGM Sneda hal PLANE-BC, Maskin-AC MM |
3+2-axl: Nu ska vi borra fyra hål snett på toppen av en plan yta! Snedställningen får man som vanligt med PLANE SPATIAL A0 B+30 C+45..., då ligger Z längs hålet. Men man måste vrida i hålets mynning i detta fall, eftersom måtten på biten går på plana ytan (delningen X20). Alltså sätter man FÖRST nollan i hålet, SEDAN vrider man. Ty ALL vridning i TNC 3D sker kring gällande nollpunkt! Basic kunskap! Nästa hål samma tänk: Alltså... flytta nollan till nästa hål, vrid sedan. DÅ måste du tänka på att nollpunktsförflyttningar ALLTID sker i aktuellt (ev. vridet) plan. Alltså... tag bort PLANE före NOLLP IX+20, aktivera sedan PLANE igen (bl 24-29). För att slippa en massa fysiska vridningar varje hål så kör du med PLANE...STAY (då står maskinen stilla, men koordinatsystemet vrids internt). Kul va!
|
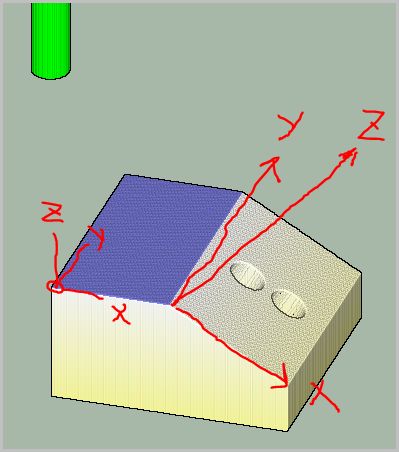
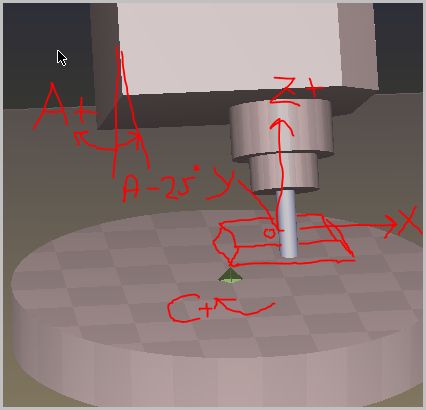
På ritningen är hålet vridet: Allmänt gäller: A= vrida kring X Observera att ABC är rymdvinklar! Dvs det är verktygets vinkel i XYZ-systemet. MASKINENS vinkelaxlar kan vara vad som helst, i detta fall kallas de A och C, trots att A egentligen vrids på nåt skumt sätt kring en 45-gradersaxel (Huronhuvud). Men allt det där fixar TNC med CYCL 19 eller PLANE. Efter PLANE (block 29) kan du kolla vad
vinklarna på maskinens A, C (nacke och huvud) fick för värden: Q-listan ser genom att trycka på Q-knappen. Du kan se värdena även i PROGRAMTEST. Du måste naturligtvis ha valt en maskin i datorn som ser ut som din maskin i verkstaden: MOD + KOD=KINEMATIC + välj en maskin. |
||
 0
BEGIN PGM KERNTEST MM 0
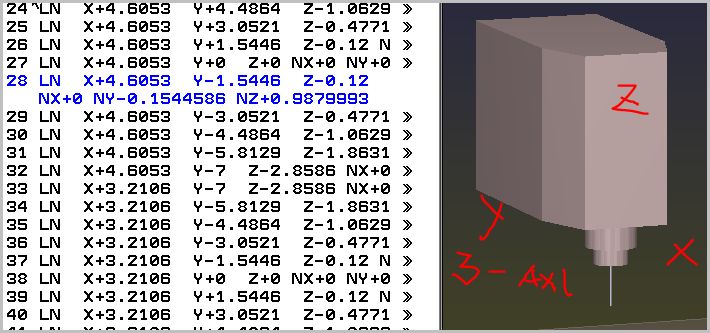
BEGIN PGM KERNTEST MM 1 ; SKAPAD 05-29-1998 KL 18:24:17 UR FILEN KERNTEST.CLS MED PROGRAMVARA~ TNC3DK.EXE 1.0 2 BLK FORM 0.1 Z X-2 Y-7 Z-3 3 BLK FORM 0.2 X+7 Y+7 Z+5 4 TOOL CALL 2 Z S20000 DL+0 DR+1 DR2:+1 5 L M3 6 * - TOOL PATH 1 7 L F600 M107 8 LN X+6 Y-7 Z+2 NX+0 NY-0.7 NZ+0.7141428 9 L F50 10 LN X+6 Y-7 Z-2.8586 NX+0 NY-0.7 NZ+0.7141428 11 L F300 12 LN X+6 Y-5.8129 Z-1.8631 NX+0 NY-0.5812939 NZ+0.8136936 13 LN X+6 Y-4.4864 Z-1.0629 NX+0 NY-0.448636 NZ+0.8937146 14 LN X+6 Y-3.0521 Z-0.4771 NX+0 NY-0.3052101 NZ+0.9522851 15 LN X+6 Y-1.5446 Z-0.12 NX+0 NY-0.1544586 NZ+0.9879993 16 LN X+6 Y+0 Z+0 NX+0 NY+0 NZ+1 17 LN X+6 Y+1.5446 Z-0.12 NX+0 NY+0.1544586 NZ+0.9879993 18 LN X+6 Y+3.0521 Z-0.4771 NX+0 NY+0.3052101 NZ+0.9522851 19 LN X+6 Y+4.4864 Z-1.0629 NX+0 NY+0.448636 NZ+0.8937146 20 LN X+6 Y+5.8129 Z-1.8631 NX+0 NY+0.5812939 NZ+0.8136936 21 LN X+6 Y+7 Z-2.8586 NX+0 NY+0.7 NZ+0.7141428 22 LN X+4.6053 Y+7 Z-2.8586 NX+0 NY+0.7 NZ+0.7141428 23 LN X+4.6053 Y+5.8129 Z-1.8631 NX+0 NY+0.5812939 NZ+0.8136936 24 LN X+4.6053 Y+4.4864 Z-1.0629 NX+0 NY+0.448636 NZ+0.8937146 25 LN X+4.6053 Y+3.0521 Z-0.4771 NX+0 NY+0.3052101 NZ+0.9522851 26 LN X+4.6053 Y+1.5446 Z-0.12 NX+0 NY+0.1544586 NZ+0.9879993 27 LN X+4.6053 Y+0 Z+0 NX+0 NY+0 NZ+1 28 LN X+4.6053 Y-1.5446 Z-0.12 NX+0 NY-0.1544586 NZ+0.9879993 29 LN X+4.6053 Y-3.0521 Z-0.4771 NX+0 NY-0.3052101 NZ+0.9522851 30 LN X+4.6053 Y-4.4864 Z-1.0629 NX+0 NY-0.448636 NZ+0.8937146 31 LN X+4.6053 Y-5.8129 Z-1.8631 NX+0 NY-0.5812939 NZ+0.8136936 32 LN X+4.6053 Y-7 Z-2.8586 NX+0 NY-0.7 NZ+0.7141428 33 LN X+3.2106 Y-7 Z-2.8586 NX+0 NY-0.7 NZ+0.7141428 34 LN X+3.2106 Y-5.8129 Z-1.8631 NX+0 NY-0.5812939 NZ+0.8136936 35 LN X+3.2106 Y-4.4864 Z-1.0629 NX+0 NY-0.448636 NZ+0.8937146 36 LN X+3.2106 Y-3.0521 Z-0.4771 NX+0 NY-0.3052101 NZ+0.9522851 37 LN X+3.2106 Y-1.5446 Z-0.12 NX+0 NY-0.1544586 NZ+0.9879993 38 LN X+3.2106 Y+0 Z+0 NX+0 NY+0 NZ+1 39 LN X+3.2106 Y+1.5446 Z-0.12 NX+0 NY+0.1544586 NZ+0.9879993 40 LN X+3.2106 Y+3.0521 Z-0.4771 NX+0 NY+0.3052101 NZ+0.9522851 41 LN X+3.2106 Y+4.4864 Z-1.0629 NX+0 NY+0.448636 NZ+0.8937146 42 LN X+3.2106 Y+5.8129 Z-1.8631 NX+0 NY+0.5812939 NZ+0.8136936 43 LN X+3.2106 Y+7 Z-2.8586 NX+0 NY+0.7 NZ+0.7141428 44 LN X+1.8159 Y+7 Z-2.8586 NX+0 NY+0.7 NZ+0.7141428 45 LN X+1.8159 Y+5.8129 Z-1.8631 NX+0 NY+0.5812939 NZ+0.8136936 46 LN X+1.8159 Y+4.4864 Z-1.0629 NX+0 NY+0.448636 NZ+0.8937146 ....... ....... 84 LN X-2.3683 Y+3.0521 Z-0.4771 NX+0 NY+0.3052101 NZ+0.9522851 85 LN X-2.3683 Y+4.4864 Z-1.0629 NX+0 NY+0.448636 NZ+0.8937146 86 LN X-2.3683 Y+5.8129 Z-1.8631 NX+0 NY+0.5812939 NZ+0.8136936 87 LN X-2.3683 Y+7 Z-2.8586 NX+0 NY+0.7 NZ+0.7141428 88 LN X-3.763 Y+7 Z-2.8586 NX+0 NY+0.7 NZ+0.7141428 89 LN X-3.763 Y+5.8129 Z-1.8631 NX+0 NY+0.5812939 NZ+0.8136936 90 LN X-3.763 Y+4.4864 Z-1.0629 NX+0 NY+0.448636 NZ+0.8937146 91 LN X-3.763 Y+3.0521 Z-0.4771 NX+0 NY+0.3052101 NZ+0.9522851 92 LN X-3.763 Y+1.5446 Z-0.12 NX+0 NY+0.1544586 NZ+0.9879993 93 LN X-3.763 Y+0 Z+0 NX+0 NY+0 NZ+1 94 LN X-3.763 Y-1.5446 Z-0.12 NX+0 NY-0.1544586 NZ+0.9879993 95 ;ETC..... 96 L Z+100 R0 FMAX M2 97 LN X-3.763 Y-5.8129 Z-1.8631 NX+0 NY-0.5812939 NZ+0.8136936 98 END PGM KERNTEST MM Del av NC-program för ett verktyg för att pressa skärplattor före sintringen. |
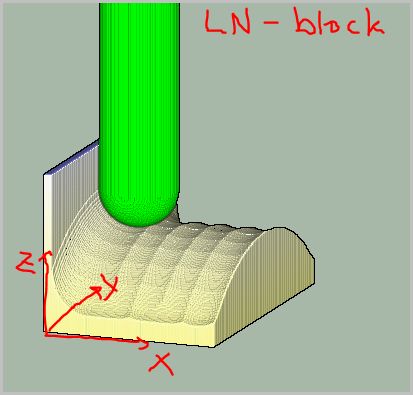
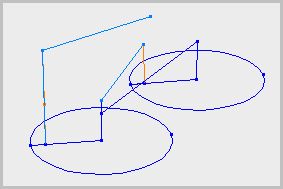
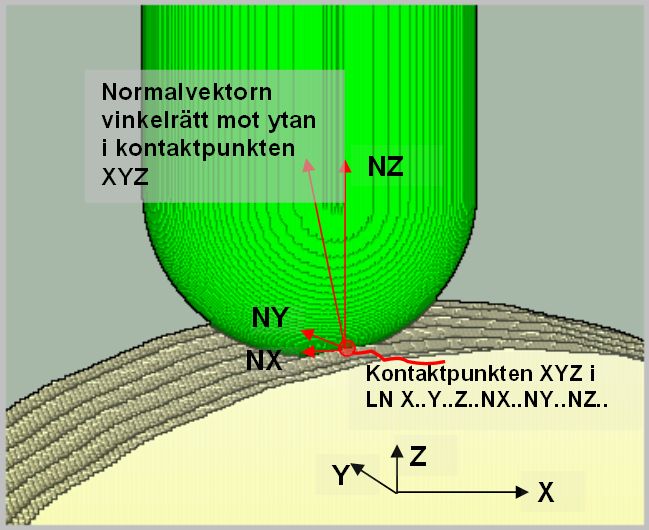
3-axl: Vad är nu detta?? Jo! I CAD-CAM kan man ju mata ut ett TNC-program för en 3D-yta med en massa täta LN-block. Varje LN (en linjär rörelse) har dels X..Y..Z..= en skärpunkt på ytan, dels NX NY NZ som är "pilar" som tillsammans bildar "normalen", normalvektorn N, till ytan i punkten XYZ. Normalvektorn pekar förstås rätt in i verktygets (t ex en fullradiefräs) centrum. Man kan i TNC enkelt lägga på/dra bort - "luras" på verktygsradien i TOOL CALL.... DR... DR2:... (DR.. är stammen, DR2.. är hörnradien på fräsen) T ex om man sätter DR+1 DR2:+1 så lämnar verktyget 1 mm material över hela ytan, man kör ett grovskär. Man kan också enkelt byta till annan verktygsdimension (verktygstabellens DR...DR2:...). Förr i tiden måste man köra om CAD-CAM med olika verktygsradier, det blev en massa hemskt långa program att hantera. Nu har man ETT program, kanske två, kan snabbt justera avverkningen i TOOL CALL-blocket! Och skifta mellan olika verktyg för samma yta. Men man måste ha en postprocessor som matar ut normalvektorer till TNC. Det är en baggis för ett vanligt CAD-CAM med 3D. |
En vanlig 3-axlig maskin XYZ
I detta program svänger ytan i bara YZ, dvs normalvektorns NX-komponent är noll (se programmet till vänster) |
||
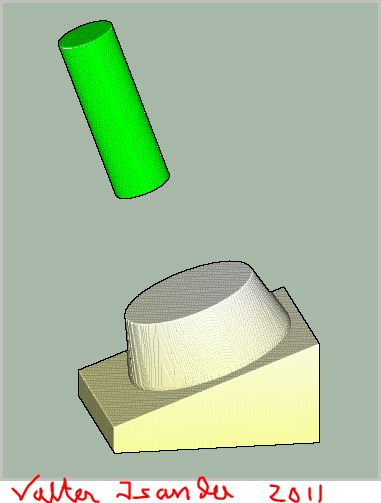
0 BEGIN PGM Kon 15 grader som lutar 20 grader
MM
22 L Z+50 R0 FMAX
|
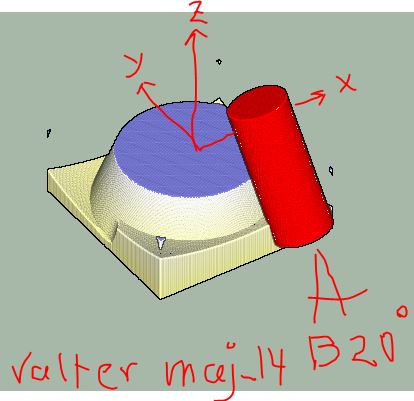
Alla 5:
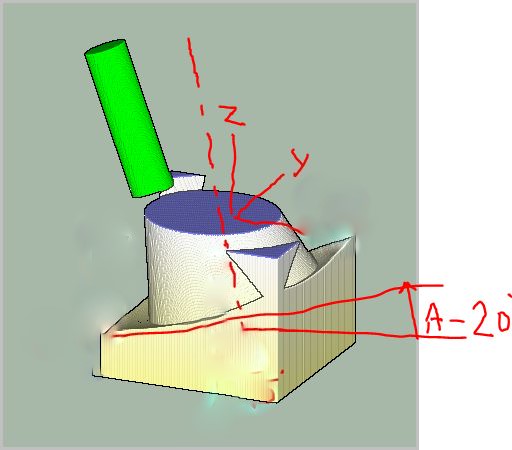
Kona som lutar 20°! Detta är kul!
Man kunde nog ha satt biten på vertikal hylla, men nu håller vi på i sandlådan och testar... |
Maskin med XYZ AB (kontinuerligt matningsbara axlar samtidigt).
|
||
0 BEGIN PGM Kon 5 axl skapa NC-fil ur pos MM
20 ;Läs maskinens REF pos
nu! 26 FN 16: F-PRINT
KONxyzab.a / KonXYZAB-REF.A
;se formatfilen KONxyzab.A nedan (en rad bara) Förklaring: 1 Först läser jag (bl 21-25) REF-pos i
maskinen...XQ11....BQ15 vilket ger utmatningen till höger (fr o m block 8 till 98).
|
Alla 5:
Varför har jag gjort detta program (till vänster)? Jo, jag använder en TNC530 med PLANE..TCPM för att generera ett program för en maskin UTAN PLANE...TCPM (dock ska den ha M114 eller M128 om man kör roterande axlar). Om du har en gammal TNC530 kan du leka med dessa möjligheter, kluriga, men jag tror på principen... Idén är att man simulerar programmet till vänster, t ex i en PC, låter det skapa XYZAB ur REF-koordinaterna i maskinen som ett nytt program (till höger). Sedan kör jag det nya programmet. Det ser åtminstone riktigt ut på grafiken! MED M128, annars tappar troligen TNC bort verktygsspetsen. Principen kan förstås användas för att i simuleringen borra sneda hål med CYCL 19/PLANE, och samtidigt "sno" koordinaterna, sedan köra dem i en urgammal maskin med vridbart huvud. T ex en gammal TNC355. Är du med?! Valter Isander |
0 BEGIN PGM Kon som kopia av MM
1 ;FRaser kon 5 axl 2 BLK FORM 0.1 Z X-100 Y-100 Z-140 3 BLK FORM 0.2 X+70 Y+100 Z+0 4 TOOL CALL 20 Z S1000 5 L Z+100 X-200 Y+0 R0 FMAX 6 L A+0 B+0 C+0 F10000 7 L Z-75 R0 F1000 M114 ;ELLER M128 8 L X-99.7564 Y-19.0966 Z-72.8627 A+68.0869 B+332.0813 9 L X-99.0268 Y-12.5735 Z-75.2369 A+65.9857 B+333.0107 10 L X-97.8148 Y-6.1142 Z-77.5879 A+63.8705 B+333.894 11 L X-96.1262 Y+0.2499 Z-79.9043 A+61.7484 B+334.7299 12 L X-93.9693 Y+6.4879 Z-82.1748 A+59.6266 B+335.5166 13 L X-91.3545 Y+12.5693 Z-84.3882 A+57.5126 B+336.2523 14 L X-88.2948 Y+18.4644 Z-86.5339 A+55.4149 B+336.9344 15 L X-84.8048 Y+24.1446 Z-88.6013 A+53.3424 B+337.5598 16 L X-80.9017 Y+29.5822 Z-90.5804 A+51.3047 B+338.1249 17 L X-76.6044 Y+34.7508 Z-92.4616 A+49.3125 B+338.6254 18 L X-71.934 Y+39.625 Z-94.2357 A+47.3775 B+339.056 19 L X-66.9131 Y+44.1813 Z-95.894 A+45.5128 B+339.4107 20 L X-61.5661 Y+48.3973 Z-97.4285 A+43.7327 B+339.6823 21 L X-55.9193 Y+52.2526 Z-98.8317 A+42.0527 B+339.863 22 L X-50 Y+55.7282 Z-100.0968 A+40.4898 B+339.9437 23 L X-43.8371 Y+58.8075 Z-101.2175 A+39.0624 B+339.9147 24 L X-37.4607 Y+61.4753 Z-102.1885 A+37.7893 B+339.7657 25 L X-30.9017 Y+63.7186 Z-103.005 A+36.6898 B+339.4866 26 L X-24.1923 Y+65.5265 Z-103.663 A+35.7827 B+339.0673 27 L X-17.3649 Y+66.8902 Z-104.1594 A+35.0851 B+338.4994 28 L X-10.4529 Y+67.803 Z-104.4916 A+34.6113 B+337.7766 29 L X-3.49 Y+68.2605 Z-104.6582 A+34.3717 B+336.8955 30 L X+3.4898 Y+68.2605 Z-104.6582 A+34.3717 B+335.8565 31 L X+10.4527 Y+67.803 Z-104.4916 A+34.6113 B+334.6639 32 L X+17.3647 Y+66.8902 Z-104.1594 A+35.0851 B+333.3261 33 L X+24.1921 Y+65.5265 Z-103.663 A+35.7827 B+331.8553 34 L X+30.9017 Y+63.7186 Z-103.005 A+36.6898 B+330.2663 35 L X+37.4607 Y+61.4753 Z-102.1885 A+37.7893 B+328.5761 36 L X+43.8371 Y+58.8075 Z-101.2175 A+39.0624 B+326.8027 37 L X+50 Y+55.7282 Z-100.0968 A+40.4898 B+324.9643 38 L X+55.9193 Y+52.2526 Z-98.8317 A+42.0526 B+323.0791 39 L X+61.5661 Y+48.3973 Z-97.4285 A+43.7326 B+321.164 40 L X+66.9131 Y+44.1813 Z-95.894 A+45.5128 B+319.2353 41 L X+71.934 Y+39.625 Z-94.2357 A+47.3775 B+317.3077 42 L X+76.6044 Y+34.7508 Z-92.4616 A+49.3124 B+315.3948 43 L X+80.9017 Y+29.5822 Z-90.5804 A+51.3046 B+313.5091 44 L X+84.8048 Y+24.1446 Z-88.6013 A+53.3424 B+311.6615 45 L X+88.2948 Y+18.4644 Z-86.5339 A+55.4149 B+309.8621 46 L X+91.3545 Y+12.5693 Z-84.3882 A+57.5126 B+308.12 47 L X+93.9693 Y+6.4879 Z-82.1748 A+59.6265 B+306.4434 48 L X+96.1262 Y+0.2499 Z-79.9043 A+61.7484 B+304.8395 49 L X+97.8148 Y-6.1142 Z-77.5881 A+63.8705 B+303.3151 50 L X+99.0268 Y-12.5735 Z-75.2371 A+65.9857 B+301.8762 51 L X+99.7564 Y-19.0966 Z-72.8629 A+68.0869 B+300.5283 52 L X+100 Y-25.6515 Z-70.4771 A+70.1677 B+299.2765 53 L X+99.7564 Y-32.2064 Z-68.0913 A+72.2215 B+298.1253 54 L X+99.0268 Y-38.7295 Z-65.7171 A+74.2422 B+297.079 55 L X+97.8148 Y-45.1888 Z-63.3661 A+76.2234 B+296.1414 56 L X+96.1262 Y-51.5529 Z-61.0497 A+78.1592 B+295.316 57 L X+93.9693 Y-57.7909 Z-58.7792 A+80.0434 B+294.606 58 L X+91.3545 Y-63.8723 Z-56.5658 A+81.8698 B+294.014 59 L X+88.2948 Y-69.7674 Z-54.4201 A+83.6323 B+293.5425 60 L X+84.8048 Y-75.4476 Z-52.3527 A+85.3249 B+293.1935 61 L X+80.9017 Y-80.8852 Z-50.3736 A+86.9414 B+292.9683 62 L X+76.6044 Y-86.0538 Z-48.4924 A+88.4756 B+292.868 63 L X+71.934 Y-90.928 Z-46.7183 A+89.9214 B+292.8928 64 L X+66.9131 Y-95.4843 Z-45.06 A+91.2728 B+293.0425 65 L X+61.5661 Y-99.7003 Z-43.5255 A+92.5239 B+293.316 66 L X+55.9193 Y-103.5556 Z-42.1223 A+93.669 B+293.7114 67 L X+50 Y-107.0312 Z-40.8572 A+94.7026 B+294.226 68 L X+43.8371 Y-110.1105 Z-39.7365 A+95.6196 B+294.8562 69 L X+37.4607 Y-112.7783 Z-38.7655 A+96.4152 B+295.5973 70 L X+30.9017 Y-115.0216 Z-37.949 A+97.0852 B+296.444 71 L X+24.1923 Y-116.8295 Z-37.291 A+97.6258 B+297.3898 72 L X+17.3649 Y-118.1932 Z-36.7946 A+98.0341 B+298.4275 73 L X+10.4529 Y-119.106 Z-36.4624 A+98.3076 B+299.5492 74 L X+3.49 Y-119.5635 Z-36.2958 A+98.4448 B+300.7463 75 L X-3.4898 Y-119.5635 Z-36.2958 A+98.4448 B+302.0098 76 L X-10.4527 Y-119.106 Z-36.4624 A+98.3076 B+303.3302 77 L X-17.3647 Y-118.1932 Z-36.7946 A+98.0341 B+304.6981 78 L X-24.1921 Y-116.8295 Z-37.291 A+97.6258 B+306.104 79 L X-30.9017 Y-115.0216 Z-37.949 A+97.0852 B+307.5387 80 L X-37.4607 Y-112.7783 Z-38.7655 A+96.4152 B+308.9932 81 L X-43.8371 Y-110.1105 Z-39.7365 A+95.6196 B+310.4591 82 L X-50 Y-107.0312 Z-40.8572 A+94.7026 B+311.9286 83 L X-55.9193 Y-103.5556 Z-42.1223 A+93.669 B+313.3946 84 L X-61.5661 Y-99.7003 Z-43.5255 A+92.5239 B+314.8505 85 L X-66.9131 Y-95.4843 Z-45.06 A+91.2728 B+316.2907 86 L X-71.934 Y-90.928 Z-46.7183 A+89.9214 B+317.7101 87 L X-76.6044 Y-86.0538 Z-48.4924 A+88.4756 B+319.1045 88 L X-80.9017 Y-80.8852 Z-50.3736 A+86.9414 B+320.4702 89 L X-84.8048 Y-75.4476 Z-52.3527 A+85.3249 B+321.8041 90 L X-88.2948 Y-69.7674 Z-54.4201 A+83.6324 B+323.1037 91 L X-91.3545 Y-63.8723 Z-56.5658 A+81.8698 B+324.3669 92 L X-93.9693 Y-57.7909 Z-58.7792 A+80.0434 B+325.5922 93 L X-96.1262 Y-51.5529 Z-61.0497 A+78.1592 B+326.778 94 L X-97.8148 Y-45.1888 Z-63.3659 A+76.2235 B+327.9233 95 L X-99.0268 Y-38.7295 Z-65.7169 A+74.2422 B+329.0271 96 L X-99.7564 Y-32.2064 Z-68.0911 A+72.2215 B+330.0886 97 L X-100 Y-25.6515 Z-70.4769 A+70.1677 B+331.107 98 L X-99.7564 Y-19.0966 Z-72.8627 A+68.0869 B+332.0813 99 L Z+100 R0 FMAX M2 100 END PGM 1 MM |
||
 0
BEGIN PGM C27 MM 0
BEGIN PGM C27 MM 1 ;B head och C table 2 BLK FORM 0.1 Z X+200 Y-100 Z-100 3 BLK FORM 0.2 X+300 Y+100 Z+100 4 TOOL CALL 1 Z S2000 ; Diameter 7 5 L Z+250 R0 FMAX 6 L X+300 Y+0 R0 FMAX 7 L C+0 R0 FMAX 8 PLANE SPATIAL SPA+0 SPB+90 SPC+0 MOVE DIST0 FMAX ;Positioning 9 CYCL DEF 14.0 KONTUR 10 CYCL DEF 14.1 KONTURLABEL1 11
CYCL DEF 27 CYLINDERMANTEL ~ |
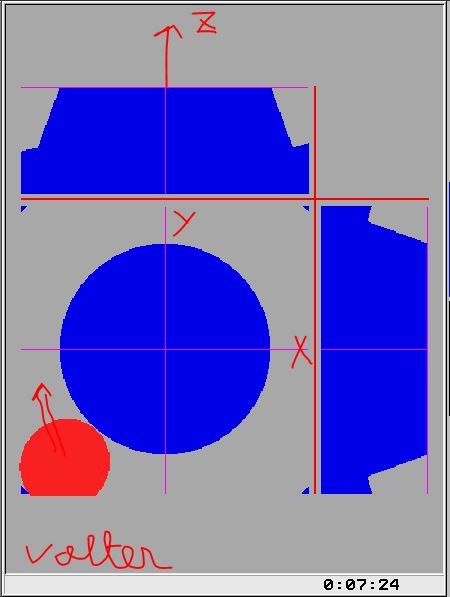
Alla 5:
Med CYCL 27 m fl kan man i TNC programmera figurer på en cylinderyta, som om man programmerade dem på en plan yta! Vitsen med cyklerna är att man slipper en massa Q-beräkningar, cyklerna fixar A-B-C-axlens vridning på aktuell radie där fräsen råkar jobba (räknat från rot.centrum). Man kan programmera L, CC+C, RND, RL/RR etc, dvs det blir enkelt att "rita" figurer, kurvor och annat snett i cylindrar. Programmet till vänster fräser en enkel rektangel invändigt, måtten ser du i LBL 1. Som du ser till vänster blir flankerna sneda... men välj en annan cykel (28,29,30) så kan du få som du vill där, dvs TNC gör då en liten förskjutning av verktyget utanför rot.axeln. I detta exempel körde man först PLANE...B+90... så att Z blev vinkelrätt mot C:s rotationsaxel. Kanske kan man även köra M128... det har jag inte provat, men då kan man kanske sätta cylindern OFF centrum... nä...? |
Maskinen har C-bord, och B-huvud.
Här ser du fyrkanten med RND R7.5 i hörnen |
||
 0
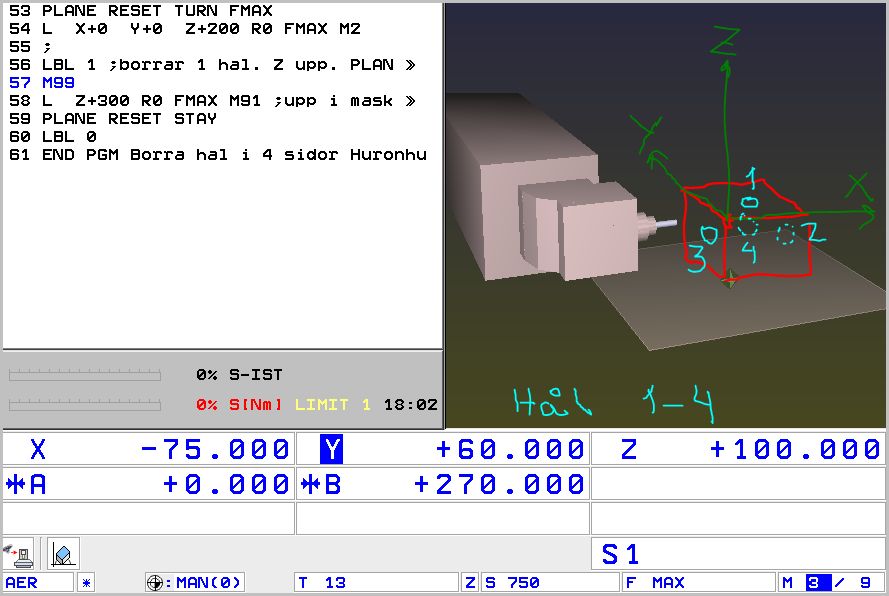
BEGIN PGM Borra hal i 4 sidor Huronhuvud AB MM 0
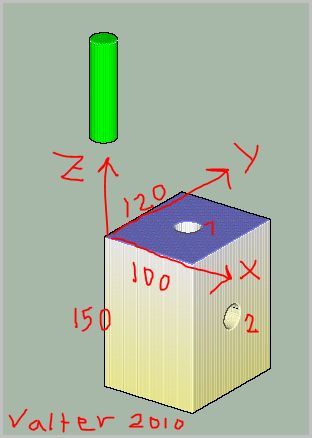
BEGIN PGM Borra hal i 4 sidor Huronhuvud AB MM 1 ;Borrar ett hal mitt i fyra detaljytor. 2 ;Jag har hela tiden Z som verktygsaxel, och samma borrcykel, djup -45 och~ koord.arbst.yta är 0, dvs jag flyttar nollan till hörnet på ytan, innan jag vrider med PLANE. Valter Isander mars 2010 3 BLK FORM 0.1 Z X+0 Y+0 Z-150 4 BLK FORM 0.2 X+100 Y+120 Z+0 5 TOOL CALL 13 Z S1000 ;borr 6 ; 7 CYCL DEF 200 BORRNING ~ Q200=+2 ;SAEKERHETSAVSTAAND ~ Q201=-45 ;DJUP ~ Q206=+500 ;MATNING DJUP ~ Q202=+30 ;SKAERDJUP ~ Q210=+0 ;VAENTETID UPPE ~ Q203=+0 ;KOORD. OEVERYTA ~ Q204=+100 ;2. SAEKERHETSAVST. ~ Q211=+0 ;VAENTETID NERE 8 ; 9 ;hål 1 10 PLANE RESET TURN FMAX 11 CYCL DEF 7.0 NOLLPUNKT 12 CYCL DEF 7.1 X+0 13 CYCL DEF 7.2 Y+0 14 CYCL DEF 7.3 Z+0 15 L Z+200 R0 FMAX M3 16 L X+50 Y+60 R0 FMAX 17 CALL LBL 1 18 ; 19 ;hål 2 flatan till höger vid x+ 20 CYCL DEF 7.0 NOLLPUNKT 21 CYCL DEF 7.1 X+100 22 CYCL DEF 7.2 Y+0 23 CYCL DEF 7.3 Z+0 24 PLANE SPATIAL SPA+0 SPB+90 SPC+0 TURN FMAX 25 L Z+200 R0 FMAX M3 26 L X+75 Y+60 R0 FMAX 27 CALL LBL 1 28 ; 29 ;hål 3 flatan till vaenster vid x- 30 CYCL DEF 7.0 NOLLPUNKT 31 CYCL DEF 7.1 X+0 32 CYCL DEF 7.2 Y+0 33 CYCL DEF 7.3 Z+0 34 PLANE SPATIAL SPA+0 SPB-90 SPC+0 TURN FMAX 35 L Z+200 R0 FMAX M3 36 L X-75 Y+60 R0 FMAX 37 CALL LBL 1 38 ; 39 ;hål 4 flatan mot spindelpelaren vid Y+ 40 CYCL DEF 7.0 NOLLPUNKT 41 CYCL DEF 7.1 X+0 42 CYCL DEF 7.2 Y+120 43 CYCL DEF 7.3 Z+0 44 PLANE SPATIAL SPA-90 SPB+0 SPC+0 TURN FMAX 45 L Z+200 R0 FMAX M3 46 L X+50 Y+75 R0 FMAX 47 CALL LBL 1 48 ; 49 CYCL DEF 7.0 NOLLPUNKT 50 CYCL DEF 7.1 X+0 51 CYCL DEF 7.2 Y+0 52 CYCL DEF 7.3 Z+0 53 PLANE RESET TURN FMAX 54 L X+0 Y+0 Z+100 R0 FMAX 55 M2 56 LBL 1 ;borrar 1 hal. Z upp. PLANE off 57 M99 58 L Z+300 R0 FMAX M91 ;upp i maskinens Z 59 PLANE RESET STAY 60 LBL 0 61 END PGM Borra hal i 4 sidor Huronhuvud AB MM |
3+2-axl: Det här är en vanlig grej på verkstan, att borra i olika riktningar. Maskinen kan vrida huvudet (t ex med PLANE), så att Z+ pekar ut längs borrhålet som vanligt (jag borrar som vanligt hela tiden med Z). Genom att flytta nollan (INNAN jag vrider med PLANE) till hålets yta, hörnet, så kan jag köra med samma borrcykel hela tiden (Q203=0). Jag la själva borrningen i LBL 1, och passade på att gå upp i maskinens Z+ (med M91 alltså).
Samma arbetsstycke kan också borras med den äldre CYCL 19 Vrida koordinatsystem, se nästa programexempel nedan!
|
|
||
|
0 BEGIN PGM Borra hal i 4 sidor Huron AB CYCL19 MM
1 ;Med CYCL19 i st f PLANE 2 ;Borrar ett hal mitt i fyra detaljytor. 3 ;Jag har hela tiden Z som verktygsaxel, och samma borrcykel, djup -45 och~ koord.arbst.yta är 0, dvs jag flyttar nollan till hörnet på ytan innan~ jag vrider med PLANE. Valter Isander mars 2010 4 BLK FORM 0.1 Z X+0 Y+0 Z-150 5 BLK FORM 0.2 X+100 Y+120 Z+0 6 TOOL CALL 13 Z S1000 ;borr 7 ; 8 CYCL DEF 200 BORRNING ~ Q200=+2 ;SAEKERHETSAVSTAAND ~ Q201=-45 ;DJUP ~ Q206=+500 ;MATNING DJUP ~ Q202=+30 ;SKAERDJUP ~ Q210=+0 ;VAENTETID UPPE ~ Q203=+0 ;KOORD. OEVERYTA ~ Q204=+100 ;2. SAEKERHETSAVST. ~ Q211=+0 ;VAENTETID NERE 9 ; 10 ;hal 1 11 CYCL DEF 19.0 BEARBETNINGSPLAN 12 CYCL DEF 19.1 A+0 B+0 C+0 13 L A+0 B+0 FMAX 14 CYCL DEF 7.0 NOLLPUNKT 15 CYCL DEF 7.1 X+0 16 CYCL DEF 7.2 Y+0 17 CYCL DEF 7.3 Z+0 18 L Z+200 R0 FMAX M3 19 L X+50 Y+60 R0 FMAX 20 CALL LBL 1 21 ; 22 ;hal2 flatan till höger vid x+ 23 CYCL DEF 7.0 NOLLPUNKT 24 CYCL DEF 7.1 X+100 25 CYCL DEF 7.2 Y+0 26 CYCL DEF 7.3 Z+0 27 CYCL DEF 19.0 BEARBETNINGSPLAN 28 CYCL DEF 19.1 A+0 B+90 C+0 29 L A+Q120 B+Q121 FMAX 30 L Z+200 R0 FMAX M3 31 L X+75 Y+60 R0 FMAX 32 CALL LBL 1 33 ; 34 ;hal3 flatan till vänster vid x- 35 CYCL DEF 7.0 NOLLPUNKT 36 CYCL DEF 7.1 X+0 37 CYCL DEF 7.2 Y+0 38 CYCL DEF 7.3 Z+0 39 ; 40 CYCL DEF 19.0 BEARBETNINGSPLAN 41 CYCL DEF 19.1 A+0 B-90 C+0 42 L A+Q120 B+Q121 FMAX 43 L Z+200 R0 FMAX M3 44 L X-75 Y+60 R0 FMAX 45 CALL LBL 1 46 ; 47 ;hal4 flatan mot spindelpelaren vid Y+ 48 CYCL DEF 7.0 NOLLPUNKT 49 CYCL DEF 7.1 X+0 50 CYCL DEF 7.2 Y+120 51 CYCL DEF 7.3 Z+0 52 CYCL DEF 19.0 BEARBETNINGSPLAN 53 CYCL DEF 19.1 A-90 B+0 C+0 54 L A+Q120 B+Q121 FMAX 55 L Z+200 R0 FMAX M3 56 L X+50 Y+75 R0 FMAX 57 CALL LBL 1 58 ; 59 CYCL DEF 7.0 NOLLPUNKT 60 CYCL DEF 7.1 X+0 61 CYCL DEF 7.2 Y+0 62 CYCL DEF 7.3 Z+0 63 CYCL DEF 19.0 BEARBETNINGSPLAN 64 CYCL DEF 19.1 A+0 B+0 C+0 65 CYCL DEF 19.0 BEARBETNINGSPLAN 66 CYCL DEF 19.1 67 L A+0 B+0 FMAX 68 L X+0 Y+0 Z+100 R0 FMAX M2 69 ; 70 LBL 1 ;borrar 1 hal. Z upp. PLANE off 71 M99 M3 72 L Z+200 R0 FMAX M91 ;upp i maskinen Z 73 PLANE RESET STAY 74 LBL 0 75 END PGM Borra hal i 4 sidor Huron AB CYCL19 MM |
3+2-axl: Samma arbetsstycke och maskin som ovanstående exempel, men denna maskin har inte PLANE, men däremot den äldre CYCL 19, som har funnits i 10-15 år i TNC415B, 425, 426.430, iTNC530 m fl. Tricket är att först begära vridning av koord.systemet med CYCL 19 (som i maskinparametrar i detta exempel är inställd på RYMDVINKEL, dvs inte huvudets fysiska vinklar!). I CYCL 19 anger man samma vinklar som man skulle gjort i PLANE, t ex A-90 B+0 C+0 (dvs verktygets vinkel i förhållande till detaljens ursprungliga XYZ-system). Detta vrider alltså XYZ-axlarna matematiskt, OCH beräknar aktuell maskins A- och B-vinklar så att rymdvinklarna blir rätt i maskinen! DETTA är "tricket". A, B och C för maskinen landar efter CYCL 19 i Q120, Q121 och Q122 respektive, och kan användas av programmeraren i dennes program för att vrida huvudet. Alltså tar jag dessa Q och kör en vanlig linjär L för att vrida huvudet (block 29, 42, 53). En del maskintillverkare totar ihop egna cykler för att vrida huvudet, och dessa cykler kan använda CYCL 19, eller PLANE internt, eller inte... och i senare fallet kan du nog ha nytta av Q120-122 som du stoppar in i den cykeln. Men kolla noga med din maskins manual och info...! Maskiner med fasta lägen Du vet väl att många maskiner inte kan nå godtyckliga vinklar - de har en delning 1° eller 2,5°. Då ska du lära dig hur du kommer som närmast det som står på ritningen. Och kolla med kunden om det är okej att avvika si och så mycket från ritningen!
Valter Isander den 21 mars 2010 |
Samma maskin som exemplet ovan!
|
||
0 BEGIN PGM Slappning 3 sidor med
PLANE MM |
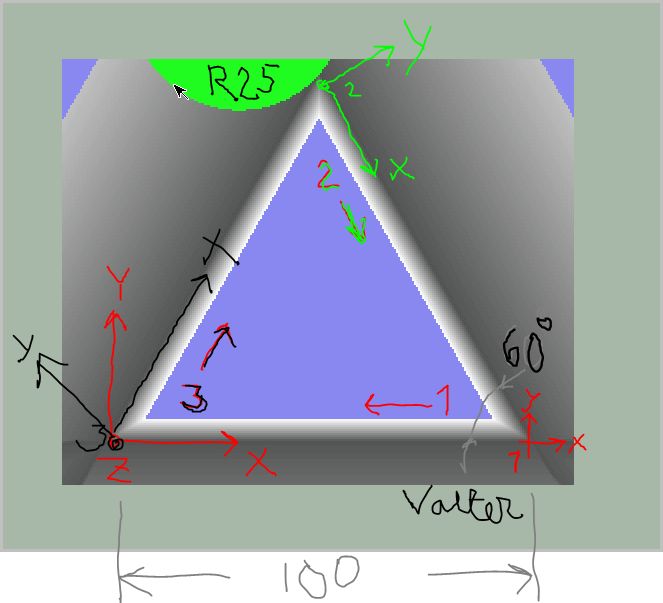
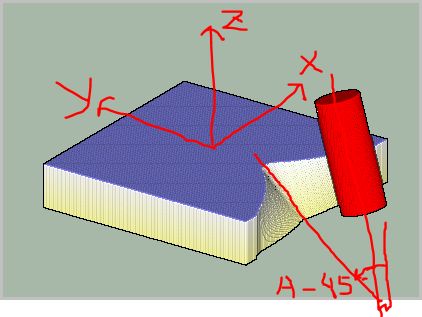
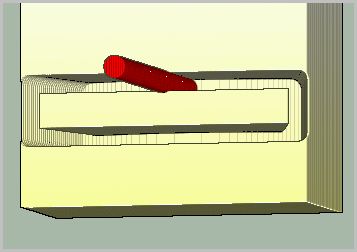
3+2-axl: PGM15: Fräsa tre kanter 15° med PLANE och RL Sida 1 enkelt, bara luta verktyget 15° i block 19. Sida 2: Nollan i övre spetsen, vrid A+15 och C-60, så att X+ går längs kanten. Sida 3: Nollan i vänstra hörnet, vrid A+15, C+60, då löper X+ upp längs kanten (svarta axlar ritade av mig). Verktyg valfritt, jag kör ju med RL som vanligt. Z lutar snett förstås. Innan jag flyttar nollan stänger jag av med PLANE RESET. B måste kunna vridas till 15 grader. C måste kunna vridas till multipler av 30 grader för denna triangel. Anm: programmet är generellt för olika maskintyper, eftersom jag använder PLANE som fixar även 45-gradershuvuden etc. Men maskinen måste förstås mekaniskt kunna vinkla spindeln så att fräsen kommer åt överallt - ett vanligt huronhuvud fixar två av de tre sidorna (ej sida 1 på min triangel).
Valter testade den 22 mars 2010 När testar du och berättar hur det gick?!
|
|
||
 0
BEGIN PGM Slappning 3 sidor med CYCL19 MM 0
BEGIN PGM Slappning 3 sidor med CYCL19 MM 1 ;En liksidig trekant 100 mm sidor har slappning 15 grader pa tre sidor 2 ;Jag tar en maskin med B-huvud och C-bord, eftersom jag då kommer åt alla~ tre sidorna med vinkeln 3 ;Ett 45-graders huvud AB funkar inte på en av sidorna! 4 ;Triangelns bas är 100, toppen Y86.603 5 ;Detta pgm använder CYCL 19 och L BQ121 CQ122 i st f PLANE 6 ;Valter Isander den 23 mars 2010 7 ; 8 BLK FORM 0.1 Z X-10 Y-10 Z-10 9 BLK FORM 0.2 X+110 Y+90 Z+20 10 TOOL CALL 25 Z S1000 ;Vanlig pinne 11 ; 12 CYCL DEF 19.0 BEARBETNINGSPLAN 13 CYCL DEF 19.1 A+0 B+0 C+0 14 CYCL DEF 19.0 BEARBETNINGSPLAN 15 CYCL DEF 19.1 16 ; 17 ;Sida 1 18 CYCL DEF 7.0 NOLLPUNKT 19 CYCL DEF 7.1 X+100 20 CYCL DEF 7.2 Y+0 21 CYCL DEF 7.3 Z+0 22 L Z+100 R0 FMAX 23 CYCL DEF 19.0 BEARBETNINGSPLAN 24 CYCL DEF 19.1 A-15 B+0 C+0 25 L B+Q121 C+Q122 R0 FMAX 26 L X+55 Y+0 R0 FMAX M3 27 L X+55 Y+0 RL FMAX M3 28 L Z+0 RL F1500 29 L X-105 F550 30 L Z+100 R0 FMAX 31 CYCL DEF 19.0 BEARBETNINGSPLAN 32 CYCL DEF 19.1 33 ; 34 ;Sida 2 35 Q20 = 50 * TAN 60 ;Y för triangelns övre sPETS 36 CYCL DEF 7.0 NOLLPUNKT 37 CYCL DEF 7.1 X+50 38 CYCL DEF 7.2 Y+Q20 39 CYCL DEF 7.3 Z+0 40 CYCL DEF 19.0 BEARBETNINGSPLAN 41 CYCL DEF 19.1 A+15 B+0 C-60 42 L B+Q121 C+Q122 R0 FMAX 43 L X-55 Y+0 R0 FMAX M3 44 L X-55 Y+0 RL FMAX 45 L Z+0 RL F1500 46 L X+105 F550 47 L Z+100 R0 FMAX 48 CYCL DEF 19.0 BEARBETNINGSPLAN 49 CYCL DEF 19.1 50 ; 51 ;Sida 3 52 CYCL DEF 7.0 NOLLPUNKT 53 CYCL DEF 7.1 X+0 54 CYCL DEF 7.2 Y+0 55 CYCL DEF 7.3 Z+0 56 CYCL DEF 19.0 BEARBETNINGSPLAN 57 CYCL DEF 19.1 A+15 B+0 C+60 58 L B+Q121 C+Q122 R0 FMAX 59 L X-55 Y+0 R0 FMAX M3 60 L X-55 Y+0 RL FMAX M3 61 L Z+0 RL F1500 62 L X+105 F550 63 L Z+100 R0 FMAX 64 CYCL DEF 19.0 BEARBETNINGSPLAN 65 CYCL DEF 19.1 A+0 B+0 C+0 F1000 AVST100 66 CYCL DEF 19.0 BEARBETNINGSPLAN 67 CYCL DEF 19.1 68 L B+0 C+0 R0 FMAX 69 M2 70 END PGM Slappning 3 sidor med CYCL19 MM |
3+2-axl: Fräsa tre kanter 15° med CYCL 19 och RL (i st f PLANE) Samma tänk som föregående pgm 15, men nu med äldre CYCL 19 samt L BQ121 CQ122 i st för PLANE. Maskinens parametrar ska vara inställda på RYMDVINKEL för CYCL 19, dvs A B C i CYCL 19 avser verktygets vinkel kring X Y Z-axlarna, inte maskinens fysiska axlar (i denna maskin B och C). A-vinkeln i CYCL 19 är alltså ingen maskinvinkel - den finns ju inte, men CYCL 19 räknar ut lämpliga vinklar [Q120=maskinens A, Q121=B, Q122=C] för B och C i denna maskin (eller en annan maskintyps fysiska axlar ABC, definierade i maskinens maskinparametrar).
Valter Isander |
Som ovanstående exempel | ||
0 BEGIN PGM M128 manuellt MM
|
Alla 5:
Pgm 17 M128= verktygets XYZ är KVAR i samma position (om jag inte ändrar XYZ förstås), även om jag vrider A,B eller C i maskinen. Typiskt bra om jag ska fräsa 5-axligt, se ovan på denna sida.
Valter den 23 mars 2010 |
Bilden visar att man kan stoppa (röd NC-stopp) mitt i
block 8, vrida bordet C, och då följer fräsen med hålet. |
||
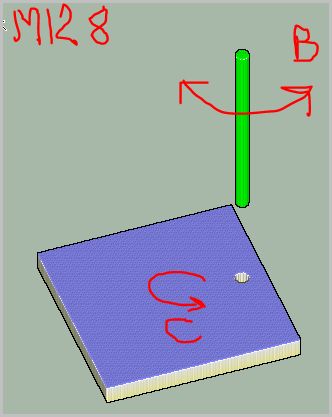
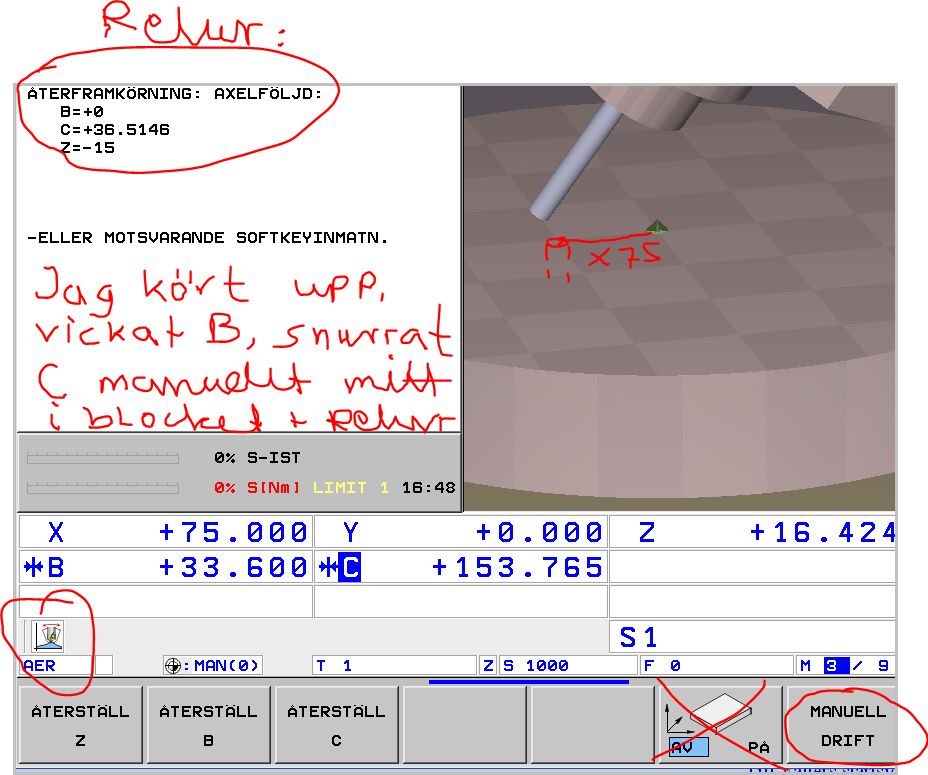
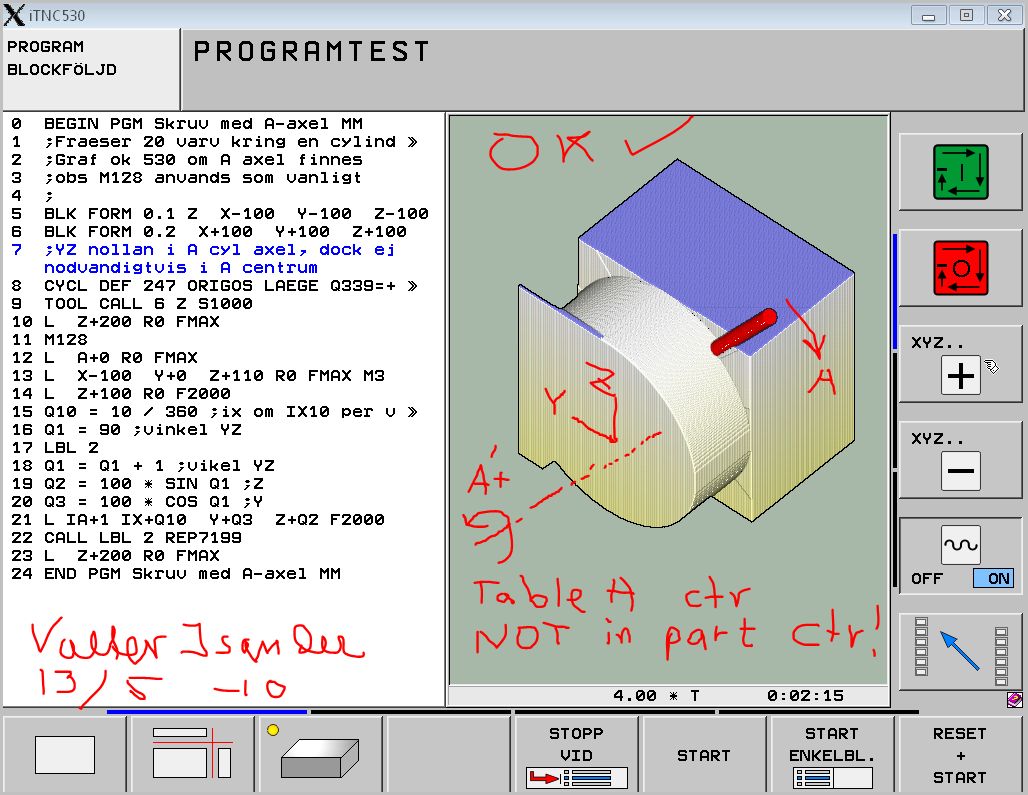 Milling a cylinder with A and X motion. 0 BEGIN PGM Skruv med A-axel MM |
PGM 18 Milling a cylinder with A and X motion. In this program I used M128 to show that one can put the part zero (YZ) NOT in the same position as the A-axis rotating axis point (YZ). The solution is to generate a point that moves YZ around the cylinder (Q2 and Q3, simple triginometry for a circle). You may probably use polar motion CC Y..Z.. in stead of my formulas, but then you must sidestep in X in a separate block (because TNC cannot mix LP with third axis X -- but CP may work!....). See this graphic live on YouTube! Distributed on the 13'th of May 2010 General note on NC graphic: Consequence is that in TNC graphic 3D, the tool rotates around the part! (TEST MODE) (the TNC machine graphics seems not showing this quite correct - softw 340494 05 SP5).
|
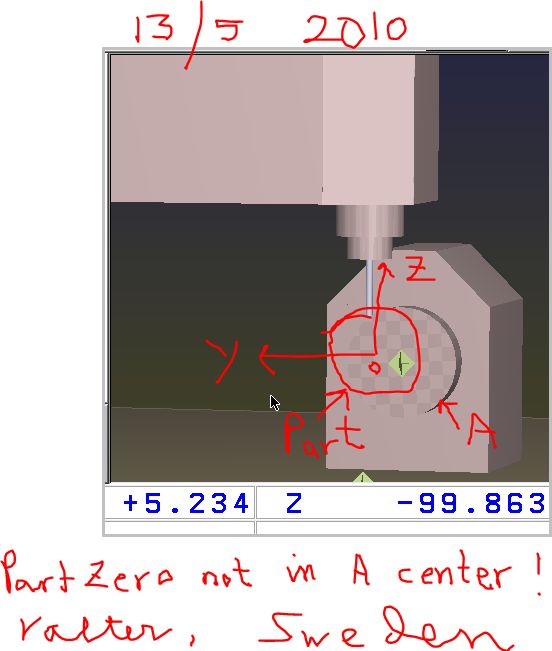
Machine with A-axis and M128
NOTE! If your machine does not have M128 or TCPM, for example an old machine - TNC355 and similar do the following: 1 Put the part zero YZ in A-axis! PGM 19 ----- without M128 note: the feedrate F2000 will be correct only when the cylinder radius is about 57 mm, otherwise lower or higher than F2000 mm/min (tool feedrate in part material).
|
||
|
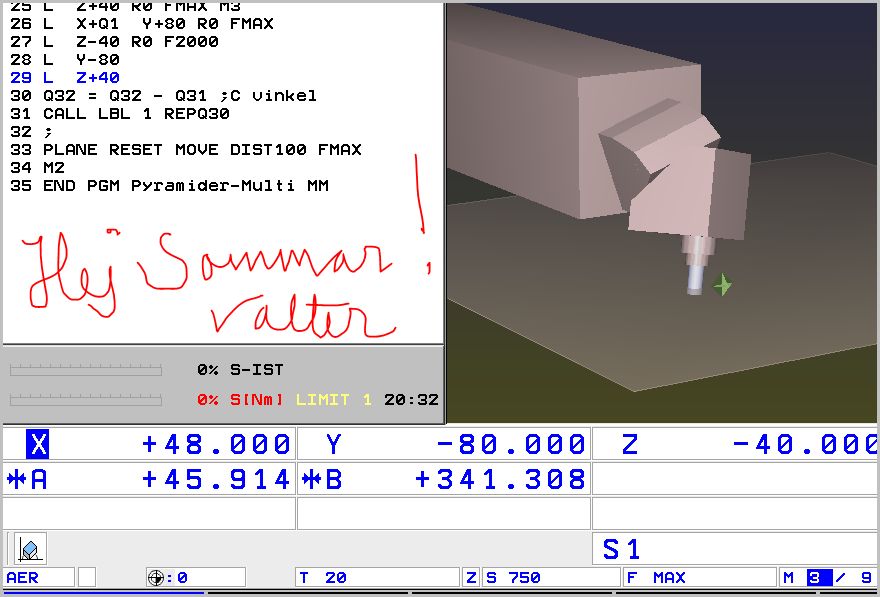
0 BEGIN PGM Pyramider-Multi MM
|
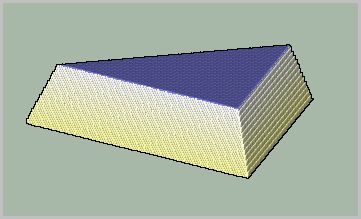
PGM 19 Q1=Avståndet från sneda Z-axeln till
kanterna på toppen Alltså enkelt att köra fram en godtycklig "pyramid", t ex med 2, 3, 4, 5 eller 8 eller 19 sidor... ändra bara Q3 i block 3. Detaljen kan spännas upp varsomhelst på rundbordet, eller på maskinbordet (om dubbel vinkelbart huvud). Maskinens vinkelaxlar kan heta "vadsomhelst" (dvs AB, AC, BC), eftersom TNC530 med PLANE-funktionen fixar till så att maskinens vinkelaxlar vrids rätt automatiskt. XYZ nollpunkt ligger i mitten på toppen som vanligt. XY-nollan måste inte sammanfalla med maskinbordets rotationsaxel - PLANE i TNC sköter om allt... ALLTSÅ IGEN!!!!! Man kan köra med MOVE eller TURN i
PLANE. Men om du kör med STAY måste du själv vrida maskinens vinkelaxlar
med t ex Ha det skönt i
sommar! |
Q3 är antalet sidor på detaljen. Det kan vara från 2 st eller mer, tja 1 går väl också...
|
||
|
På menyn idag: PLANE AXIAL!
0 BEGIN PGM Borra med PLANE AXIAL MM
19 ; |
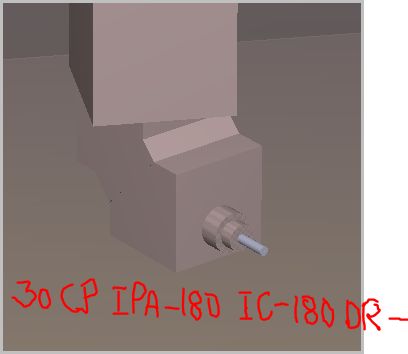
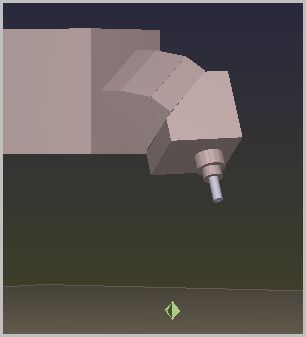
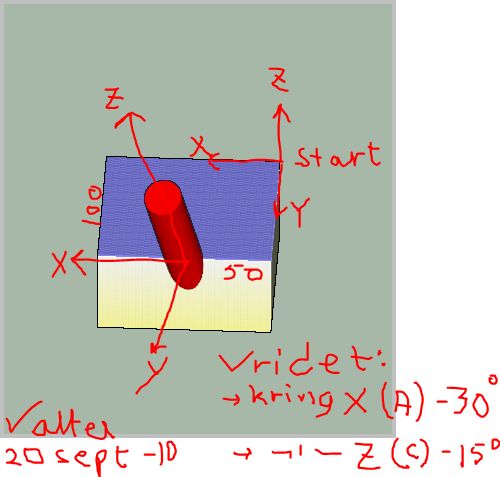
3+2-axl: PGM 20: Vad är PLANE AXIAL?! Varför finns numera kommandot PLANE
AXIAL i TNC530? Så
här är det alltså: 2 3 I programmet till vänster borrar jag ett hål snett. Det kräver att den aktuella maskinens huvud (se bilden till höger) vrids i två axlar A, B. Dessa vinklar är ju inte desamma som står på ritningen (som är 30 och 15°). PLANE SPATIAL (och CYCL 19 med rymdvinkel inställt) räknar ut maskinens vinklar (Q120-Q122) - om man inte redan vet dessa vinklar... alltså kunde jag, som inte visste de maskinvinklarna, köra en PLANE SPATIAL (utan huvudvridning dvs STAY), så vips fick jag Q120-... Sedan körde jag en PLANE AXIAL med de vinklarna Q120... och fick rätt hål borrat. Alltså: Många maskiner kan inte vrida vinklarna steglöst. Då kan du förstås inte räkna med att MOVE eller TURN funkar. Men STAY funkar kanske... dvs bara koordinatsystemets XYZ-axlar vrids matematiskt, maskinen är still - DEN vridningen får du sköta på annat sätt, kanske en CYCLE från din maskintillverkare! Hälsar |
 Maskinen har ett 45-gradershuvud, två vridbara axlar alltså. Med ett sådant steglöst huvud kan du nå "alla" vinklar med verktyget. Många maskiner har dock 1° eller 2,5° steg. Då måste man jämka lite, fråga kunden om han accepterar att vinkeln blir t ex 30,07° i st f 30,000°....
Kolla när det här programmet körs på YouTube |
||
|
0 BEGIN PGM ROR21 MM |
3-axlig körning XYZ: PGM 21: En Qrok Detta är ett exempel på hur man stegar fram en krökt yta med successiva stegande skär. Det egentliga bearbetningsskäret är block 39 CP ... som kör en cirkelbåge 180° horisontellt. Fräsradiekompensering används som vanligt inte i sådana här ytprogram, du måste själv lägga in beroendet av fräsens radie (stammen och änden, i detta fall samma R10, en fullradiefräs). Det finns enklare sätt att lösa just detta fall, helt utan SIN, COS, men som vanligt... det finns många sätt att sätta ner ett spett. Programmet bör funka även i så gamla TNC som TNC150, som ju har Q-funktioner. Rönninge den 3 mars 2011
Jämför med nästa PGM 22, som gör samma sak. PGM 21 är dock mer generellt eftersom man kan starta och klättra i godtycklig vinkel.
|
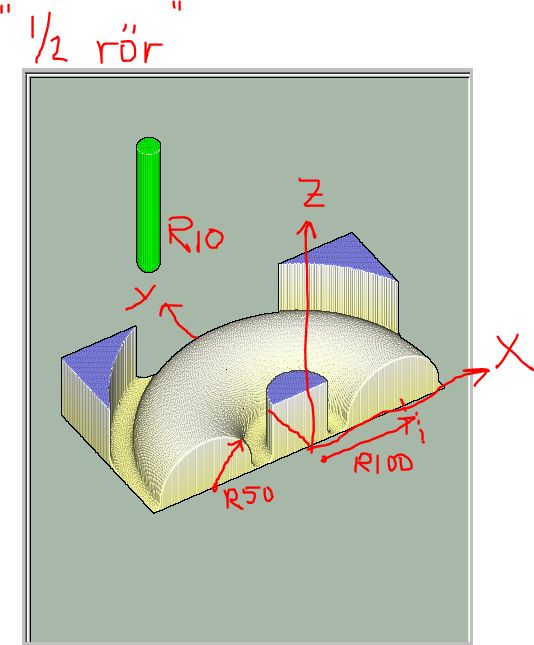
Ja så här blev biten i grafiken. Verktygslängden mäter jag till spetsen som vanligt. |
||
|
0 BEGIN PGM 22-LP-CP MM 1 ;Copyright 2011 Valter Isander 2 ;KROKIGT ROER: ROERRADIE= 50 3 ; KROKRADIE= 100 4 ; STARTVINKEL XY= 0 5 ; SLUTVINKEL XY= 180 6 ; STARTVINKEL ROERYTA= 0 7 ; SLUTVINKEL ROERYTA= 180 8 ; KLAETTRINGSVINKEL= 1 9 ; FRAESRIKTNING DR= 1 och Dr=-1 10 BLK FORM 0.1 Z X-155 Y+0 Z+0 11 BLK FORM 0.2 X+155 Y+155 Z+51 12 ; 13 TOOL CALL 20 Z S1500 ;R10 FULL R, dvs Q108 blir 10 14 L Z+100 R0 FMAX M3 15 L X+0 Y-30 R0 FMAX 16 L Z-Q108 R0 F500 17 L X+40 Y+0 R0 18 LBL 1 19 CC X+100 Z-Q108 ;CC foer att klattra, till hoeger 20 CP IPA+1 DR+ ;Klattra en grad 21 CC X+0 Y+0 22 CP PA+180 DR+ R0 F400 ;Nu fraeser vi! 23 CC X-100 Z-Q108 ;CC till vänster för att klättra 24 CP IPA-1 DR- ;Klättra 1 grad 25 CC X+0 Y+0 26 CP PA+0 DR- ;Fräs tillbaka 27 CALL LBL 1 REP89 28 L Z+100 F9999 29 END PGM 22-LP-CP MM
|
3-axlig körning XYZ: PGM 22: En Krok (jämför PGM 21 ovan som gör samma detalj) Detta är ett exempel på hur man stegar fram en krökt yta med successiva stegande skär. De egentliga bearbetningsskären är block 22 och 26 CP ... som kör en cirkelbåge 180° horisontellt. Fräsradiekompensering används som vanligt inte i sådana här ytprogram, du måste själv lägga in beroendet av fräsens radie (stammen och änden, i detta fall samma R10, en fullradiefräs). Vid TOOL CALL laddas Q108 med R10, som jag sedan använder i de gröna orden, eftersom jag vill programmera verktygets SPETS, inte verktygskulans centrum... Programmet använder alltså inga Q-funktioner (Q108 kan man ersätta med 10). Programmet bör funka även i så gamla TNC som TNC150, som ju har Q-funktioner, dock har TNC150 inte Q108, det kom med TNC155Q. (c) Valter Isander Rönninge den 3 mars 2011 |
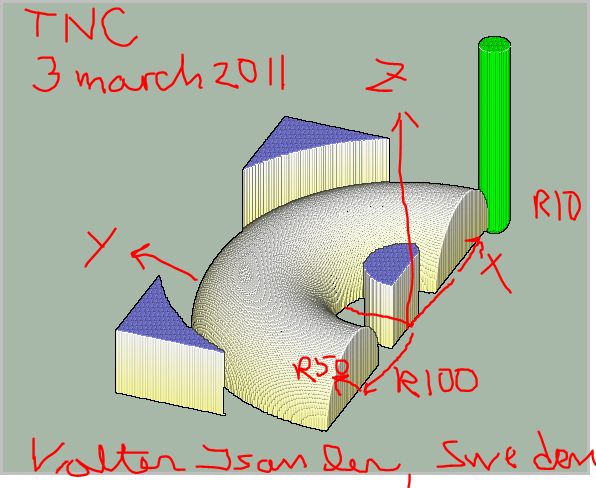
Grafiken visar detta.
Programmet använder CC X...Z... (eller CC Y...Z... om du vill klättra i ett YZ-plan), vilket kräver att du klättrar i ett 90°-gradersläge, dvs man kan inte klättra 3-axligt XYZ med CC... CP... (jo i allra senaste TNC530 tror jag).
|
||
|
PGM 23:
5-axlig fräsning av en kon,
med RL och flera skär DL 0 BEGIN PGM Kon-5-axl-TCPM-RL-DL-DR MM 1 ;RL funkar med TCPM om man sätter DRvtygsradien i TOOL CALL, samt M107 modal.... 2 ;Verktyget styr pa Z foer aenden, dvs om en fas lutar maaste man veta~ djupet laengs sneda ytan, saetta DL foer varje skaer 3 ; 4 ;Fraeser en kon diam200 i toppen, 90 mm sned 20 grader, 3 skaer, 5 axl AC-maskin med t ex swivell table... med TCPM...SPAT 5 ;dvs man programmerar verktygets vinklar i foerhallande till detaljen, i XYZ (ABC) 6 ;Programmet visar korrekt grafik, Valter Isander maj 2014 7 ; 8 BLK FORM 0.1 Z X-135 Y-135 Z-100 9 BLK FORM 0.2 X+135 Y+135 Z+0 10 ; 11 Q10 = - 30 ;DL 12 LBL 2 ;Flaera skaer i Z- 13 TOOL CALL 40 Z S1000 DL+Q10 DR+40 ;R40 14 L Z+200 R0 FMAX 15 M107 ;Undertryck error 3Dkomp, om plus 16 FUNCTION RESET TCPM 17 L Z+200 R0 FMAX M3 18 L A+0 B+0 C+0 F10000 ;inget M128 haer, vi koer ju TCPM i staellet 19 L X-200 Y+0 R0 FMAX M3 20 L Z+10 R0 FMAX 21 FUNCTION TCPM F CONT AXIS SPAT PATHCTRL VECTOR ;obs SPAT funkar rymdvinkel~ ABC, aeven foer Huron huvuden 22 L A+0 B+20 C+0 F100 23 L Z+0 R0 F100 24 L X-100 Y+0 RL F400 25 Q1 = 180 ;grad startläge på cirkeln (från vänster i XY-planet) 26 LBL 1 27 Q1 = Q1 - 0.1 ;grad steg för nästa punkt på cirkeln 28 Q2 = 100 * COS Q1 ;x 29 Q3 = 100 * SIN Q1 ;y 30 L X+Q2 Y+Q3 IC-0.1 ;C aer spatial vinkel nu 31 CALL LBL 1 REP3599 ;1 varv x 0,1 grad steg 32 M140 MB+120 F1000 ;Drar snett upp 33 L Z+200 R0 FMAX 34 L A+0 B+0 C+0 R0 FMAX 35 L X+0 Y+0 Z+200 C+0 R0 FMAX 36 FUNCTION RESET TCPM 37 Q10 = Q10 - 30 ;Naesta skaerdjup DL... 38 CALL LBL 2 REP2 ;2 skaer till, varje matar ner 10 mm via DLQ10... 39 M2 40 END PGM Kon-5-axl-TCPM-RL-DL-DR MM
|
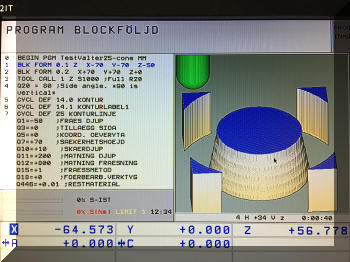
Detta program för TNC530 fräser en cirkulär kon 20 grader, med en vanlig
pinnfräs diam 80. Radiekompensering RL med DR (TOOL CALL), samt nya djup
(stegar -30 i verktygsaxeln) med DL (TOOL CALL). Rörlig grafik på Youtube: Zl2iw02LOyI
Valter Isander maj 2014
|
|||
|
Pgm
24: Milling angled sides
Sub program for easy milling a contour with angled sides. (Fräsning av sidor med vinkel, Heidenhain TNC320, 530, 640, 426 m fl) Want to try this “Cycle”? How to install: See also Other examples:
Video for TestValter25
220-06-21 by Valter Isander, Sweden |
This is a test exampel, a part program. It calls the Valter25.H program, you see it to the right. Make your own part program: 1 TOOL in TOOL TABLE! R and R2 may be set. Here is a test program 0 BEGIN PGM TestValter25A MM
|
This is the sub program you should call with your own part program (see TESTValter...) with CALL PGM Valter25.h. Do not change this file in your TNC. 0 BEGIN PGM
Valter25 MM |
||
|
PGM 25 3D transformation in TNC by Q-functions How to
reach a point in XYZ on an inclined plane? By 3D transformation! Program the tool tip as if the surface is a horisontal
plane.
The program is suited for TNC530 and 640, but can be
adapted for TNC151B/Q-TNC355. Valter Isander 2026-01-06
|
Test program 0 BEGIN PGM Test2-ROTABC MM |
CALLED SUBPROGRAM, transforms XYZ
0 BEGIN PGM rotabc2 MM |
||
| © 2010 och 2011, 2013 Valter Isander NC Teknikkonsult 144 62 Rönninge Heidenhain TNC TNC426 TNC415 TNC415B TNC530 iTNC530 TNC 530 Heidenhain NC-maskiner bearbetning 5-axlig femaxlig XYZ ABC TCPM M114 M128 M140 PATH CONTROL CAD CAM 3D CYCL 19 CYCL19 PLANE krökta ytor sculptured surfaces tredimensionell, roterande axlar, normalvektor LN-block verktyg radiefräs fullradiefräs bearbetningsplan verktygsaxel rymdvinkel spatial MP7500 kinematik kinematic vektor vector path pathcontrol styrning | ||||
Antal besök Idag

 Här
har jag planat:
Här
har jag planat: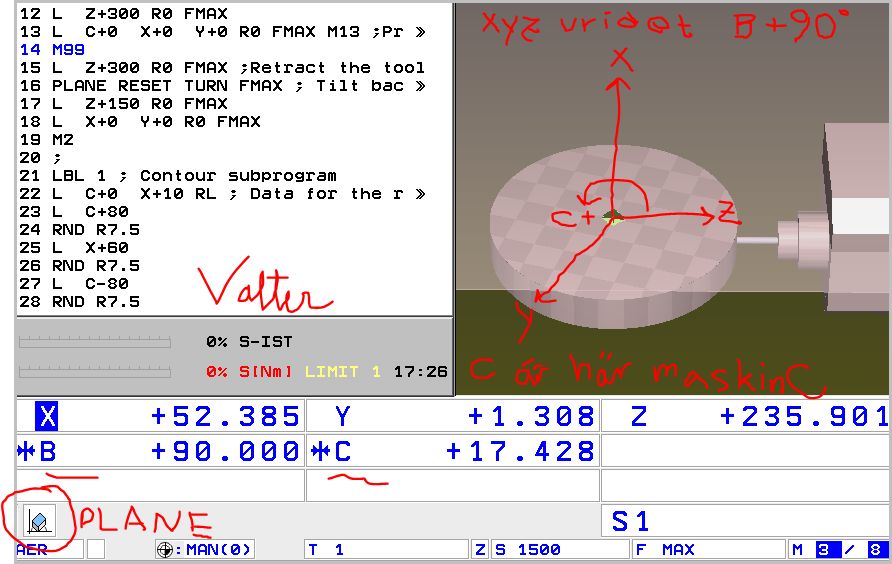

 A cone
A cone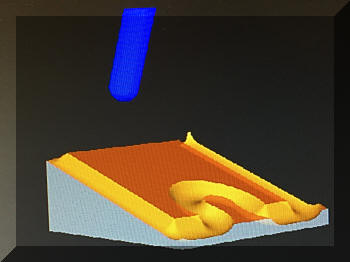 Combined with standard PLANE in TNC
Combined with standard PLANE in TNC